Автоклавная обработка изделий из ячеистого бетона.
Рассматривается технология автоклавной обработки изделий из ячеистого бетона.
Автоклавная обработка является одной из важнейших операций при изготовлении изделий из ячеистого бетона. Её режимы напрямую влияют на такие качественные характеристики готового продукта, как морозостойкость, усадка при высыхании, прочность при сжатии, внешний вид изделий (отколы, трещины). Базовое понимание процессов, происходящих в автоклаве, важно как при полностью автоматическом регулировании работы автоклава, так и при ручном управлении.
В данной статье мы кратко обобщим опыт, накопленный на в автоклавной обработке.
Процесс изготовления ячеистого бетона
В этом разделе представлен краткий обзор всего процесса изготовления ячеистого бетона, поскольку определённые операции, входящие в этот процесс, напрямую влияют на поведение материала при автоклавной обработке.
Ячеистый бетон изготавливается из вяжущих, песка или золы, газообразователя и воды. Вяжущие — известь и цемент — содержат CaO, который имеет решающее значение для процесса. Песок или зола вводит в процесс SiO2. Из компонентов CaO, SiO2 и Н2О в автоклаве при воздействии высокого давления и высокой температуры образуется новый минерал — тоберморит (С4S5H5).
Собственно, образование новых минералов тоберморитовой структуры и возводит ячеистый бетон автоклавного твердения (в просторечии — газобетон) в совершенно другой ранг по сравнению с неавтоклавным ячеистым бетоном («пенобетоном»). Автоклавная обработка обеспечивает значительно более высокие физико-механические характеристики изделий из газобетона в сравнении с пенобетонными изделиями.
Автоклавная обработка обеспечивает значительно более высокие физико-механические характеристики изделий из газобетона в сравнении с пенобетонными изделиями.
Химические процессы, происходящие на разных стадиях производства, можно представить в следующем виде:
1. Выделение водорода на стадии образования пористой структуры в сырце:
2. Образование гидроксидов и гидросиликатов на стадии набора сырцом пластической (транспортной) прочности:
3. Образование новых минералов (тоберморита) на стадии автоклавной обработки:
Для наиболее полного протекания реакций в процессе автоклавной обработки необходимо, чтобы исходные материалы имели достаточно тонкодисперсную структуру. На стадии помола к кремнезёмистому компоненту добавляется гипсовый камень, который служит, в первую очередь, для регулирования реакций в автоклаве, а также ускоряет набор сырцом необходимой пластической прочности.
В смесителе сырьевые материалы перемешиваются, причём на качество перемешивания могут влиять как время смешивания, так и последовательность введения в смеситель сырьевых материалов. На выходе из смесителя должны быть обеспечены высокая гомогенность и определённая вязкость смеси.
Один из важнейших параметров — температура смеси на выходе из смесителя, которая очень сильно влияет на весь дальнейший процесс. При вспучивании газомассы и наборе сырцом необходимой для резки пластической прочности температура в массиве растёт. Огрубляя, можно сказать, что рост температуры продолжается примерно 1–1,5 ч; дальнейший прирост составляет лишь 1–3 °C. Однако температура в массиве распределяется неравномерно, она уменьшается в слоях, которые контактируют с бортами заливочной формы и воздухом.
Так как температура массива и её распределение являются важными для некоторых этапов автоклавной обработки, хотим обратить особое внимание на то, что все оснащены тепловыми тоннелями, которые препятствуют охлаждению массивов через стенки заливочных форм. Кроме того, заливочные формы первого цикла всегда доводятся в тепловых тоннелях до температуры, примерно соответствующей температуре заливки.
При резке массивов большое внимание уделяется отсутствию сквозняков, особенно — в зимнее время. Разрезанные массивы также находятся в тепловых тоннелях, которые препятствуют понижению температуры поверхности сырца, так как передача тепла в ячеистый бетон при автоклавной обработке происходит тем быстрее, чем выше его температура при загрузке в автоклав.
Этапы автоклавной обработки
При разработке режимов автоклавной обработки и привязке их к конкретному технологическому циклу необходимо учесть массу факторов и особенностей того или иного производства: качество сырьевых материалов, параметры смеси (температура и отношение В/Т), номенклатура выпускаемой продукции (размеры, наличие армирования, плотность ячеистого бетона), расположение запариваемых массивов в автоклаве, условия и время выдержки перед автоклавной обработкой и другое.
Автоклавная обработка принципиально разбивается на четыре этапа:
(1) подготовка ячеистого бетона к подъёму давления;
(2) подъём давления;
(3) изотермическая выдержка ячеистого бетона при определённых температуре и давлении;
(4) сброс давления и подготовка изделий к выгрузке из автоклава.
Первый этап может включать (вместе или раздельно) следующие мероприятия:
1. Продувка или предварительный подогрев изделий без давления.
2. Предварительный подогрев изделий при давлении.
Целью первого этапа является оптимальная подготовка сырца и среды в автоклаве ко второму этапу процесса — подъёму давления.
Из опыта нашей работы следует, что для изделий, внутренняя температура которых менее 80 °C , наиболее предпочтительным из вышеуказанных мероприятий первого этапа является вакуумирование.
За счёт снижения давления в автоклаве вода, находящаяся в материале, начинает кипеть. Кипение воды начинается в самой теплой части массива, а именно — во внутренней его области. При дальнейшем снижении давления кипение продвигается от внутренней области массива наружу, что приводит к полному удалению воздуха из материала. При этом сам материал разогревается, температура по толще массива выравнивается. Необходимый вакуум зависит от конечной температуры массива и, как правило, составляет 0,5 бар. Максимальное разряжение достигается через 25–30 мин и далее поддерживается в течение 15–25 мин. Вакуумирование необходимо производить при горячем автоклаве (температура стенки автоклава должна быть не менее 80 °C ). Эту температуру всегда легко сохранить в условиях постоянного производства. В противном случае перед началом процесса автоклавной обработки автоклав необходимо предварительно разогреть без продукции.
Вакуумирование необходимо производить при горячем автоклаве.
Причинами плохого вакуумирования могут быть неисправности, связанные с вакуумной задвижкой, системой автоматического управления, а также неудовлетворительное функционирование вакуумного насоса.
Второй этап – подъём давления – заключается в разогреве материала до температуры изотермической выдержки (как правило, 190–193 °C). Разогрев происходит, главным образом, благодаря конденсации горячего пара на относительно холодной поверхности массивов, температура которых в начале процесса ниже температуры насыщенного пара. Образующийся конденсат переносит тепло в ячеистый бетон. Конденсация воды из пара может происходить как в виде капель, так и в виде закрытых водяных плёнок. В какой форме это происходит, зависит, в первую очередь, от разности температур между паром и ячеистым бетоном. Образование закрытых плёнок препятствует теплопередаче, что крайне нежелательно.
Для получения качественных изделий подъём давления следует проводить в три этапа:
(1) от –0,5 бар до 0 бар — 30–45 мин;
(2) от 0 бар до 3 бар — 30–45мин;
(3) от 3 бар до 12 бар — 65 мин.
Если на изделиях появляются отколы и трещины, то подъём давления на первых двух этапах необходимо вести медленнее. Однако если увеличение времени каждого из этапов до 60 мин не даёт должного эффекта, нужно вмешаться в процесс заливки: изменить параметры смеси.
При достижении ячеистым бетоном температуры 150 °C начинается ускоренный экзотермический разогрев массивов за счёт энергии, освобождающейся при образовании гидросиликатов. Особое внимание следует обратить на то, что остановка подъёма давления и, тем более, его понижение могут привести к разрушению ячеистого бетона избыточным внутренним давлением. Особенно это характерно для армированных изделий и бетонов, плотность которых более 500 кг/м3.
Остановка подъёма давления и, тем более, его понижение могут привести к разрушению ячеистого бетона избыточным внутренним давлением.
Обзор оборудования для производства газобетона
Изготовление популярного строительного камня (газобетона) раньше было возможно только на крупных специализированных заводах. Теперь усовершенствованная технология позволяет производить газобетонные блоки на производственных площадях или в домашних условиях с учетом планируемого выпуска продукции, технологических особенностей, финансовых возможностей предпринимателя. В зависимости от того, как организуется производство, можно купить стационарное оборудование, мини-завод или небольшую мобильную установку, получая с их помощью газоблок различной плотности.
Особенности технологии производства газобетона
Ячеистый блок получают из смеси, в состав которой включают несколько основных компонентов в определенных пропорциях:
- песок – от 20 до 40 % (максимальный размер фракции 2,1 мм, содержание глины не более 7 %);
- известь – от 1 до 5 %;
- цемент – 50-70 % (марка М400-М500);
- вода – 0,25-0,8 %;
- газообразователь (алюминиевая пудра) – 0,04-0,09 %.
Технология допускает применение дополнительных составляющих: пластификаторов (для улучшения качественных показателей газобетона) и ускорителей твердения, сокращающих продолжительность производственного цикла. Чтобы получить газоблок с дополнительными свойствами, в качестве наполнителей используют шлак, древесную стружку, гипс. Рецептура подбирается в зависимости от желаемой плотности: блок для фундамента делают более прочным, чем перегородочный или теплоизоляционный. Следует заметить, что газоблок для теплоизоляции должен быть наиболее пористым и легким, для чего из рецепта полностью исключается песок.
Различают два вида готовой продукции: неавтоклавный и автоклавный газобетон. Первый вариант изготовить своими руками гораздо проще и дешевле, но получаемый блок имеет низкую плотность и недостаточную точность размеров. Второй вариант прочнее, имеет более однородную структуру и низкую теплоемкость (0,09-0,018 Вт). Автоклавный блок в условиях российского климата (кроме северных регионов) можно использовать для возведения однорядных стен толщиной около 400 мм.
Производство газобетонных изделий не отличается особой сложностью, но требует четкого выполнения технологических приемов.
- Изготовление смеси. Предварительно отмеряют нужное количество компонентов, загружают их в смеситель и перемешивают.
- Введение газообразователя. Операция проводится через 10-15 минут после начала перемешивания. Алюминиевая пудра или паста вступает в реакцию с известью, благодаря чему активно выделяется газ.
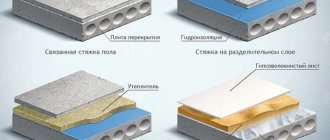
- Поступление полуфабриката в формы или на лоток. После выдержки газобетон на лотке разрезают на блоки.
- Созревание – с этой целью газобетонные блоки выдерживают от 10 до 18 часов.
- Автоклавирование – важный этап производства качественных газоблоков. Сформованный и разрезанный на отдельные элементы газобетон перегружают в специальную автоклавную печь. В герметичной камере при температуре 190°C каждый блок проходит обработку насыщенным водяным паром под избыточным давлением 12 кг/см2.
- Сушка. Неавтоклавный газоблок сушат естественным образом в течение 3-6 суток.
- Созревание. Газобетон перемещают на склад, где блок набирает прочность около 30 дней.
- Транспортировка к потребителю. Предварительно газоблок пакуют в термоусадочную пленку и укладывают на деревянные поддоны.
Обзор необходимого оборудования для производства газоблоков
Оборудование для производства газобетона может быть разным – от небольшой установки, выпускающей по несколько десятков блоков за раз, до масштабной автоматической линии, обеспечивающей промышленные масштабы. Тут все зависит от бюджета, требований, наличия помещения, сотрудников, целей и т.д.
Если газоблок производится для понижения стоимости строительства дома и других сооружений на участке, подойдет и небольшая установка (больше напоминающая станок), когда же планируется организовать бизнес – лучше сразу покупать хорошее производительное оборудование, способное дать большой выход и обеспечить развитие идеи.
В Москве и регионах найти любое оборудование не составит труда, поэтому самое главное – определиться с требованиями и выбрать подходящий вариант.
Конвейерное
Данный тип оборудования предполагает максимальную автоматизацию процесса, минимальное участие работников в производстве, самую высокую стоимость комплекта устройств, серьезные требования по наличию свободной площади из-за производственных объемов, наличие в комплекте всего необходимого для реализации всех этапов, достаточно высокий уровень рентабельности.
Что включает стандартный комплект поставки конвейерного оборудования:
- Сырьевые бункеры и емкости.
- Ленточные конвейеры, по которым поступают компоненты.
- Устройство для замешивания раствора.
- Формы для заливки.
- Автоклавные установки.
- Специальный комплекс для нарезки сырья на отдельные ровные блоки.
- Транспортер для перемешивания.
- Дробильная установка.
- Несколько тележек.
- Пульт для эффективного управления процессом автоматически.
- Вилочный погрузчик.
В среднем такое оборудование стоит до 55 миллионов рублей. Это большая сумма и выбор такого варианта актуален при желании организовать бизнес – вложения окупятся, так как линия позволяет в год выпускать минимум 300 тысяч кубометров материала. Это самый быстрый, эффективный и автоматизированный процесс производства блоков.
Для размещения всего оборудования нужно отыскать площадку порядка 4000 квадратных метров. Если приобретение линии слишком дорого, можно подумать про бывшее в употреблении оборудование. Тут есть риски, но и свои преимущества. Хорошей репутацией пользуется продукция, сделанная на конвейере типа Иннтех-100, который стоит 3 миллиона рублей (правда, производительность он показывает ниже).
Особенность указанной установки – неподвижность смесительной установки. А вот формы движутся, автоматически наполняются. Механический комплекс для резки требует участия человека.
Хорошо зарекомендовали себя линии немецкого производства, которые считаются наиболее долговечными и высокопродуктивными. Газоблоки, произведенные с помощью этих линий, получаются максимально качественными и точно соответствующими указанным характеристикам.
Стационарное
Оборудование для производства газобетона стационарного типа стоит намного меньше, но и по производительности уступает существенно. Так, в сутки такие линии в среднем выдают не больше 50 кубометров готового материала. Комплект установки включает: бойлер для подогрева воды, вибросито, транспортеры ленточного типа для подачи компонентов в аппарат для смешивания, дозаторы сырья.
Для полноценной работы стационарного оборудования понадобится привлекать работников, и не одного. Для установки достаточно будет помещения величиной от 500 квадратных метров. Материал получается прекрасного качества и такой вариант может стать неплохим стартом для успешного бизнеса.
Мобильное
Данный тип установок хорош для начинающих и тех, кто хочет производить газобетон для себя. Особых требований у оборудования нет – сделать его можно самостоятельно из купленных узлов и деталей, работать все агрегаты будут от сети 220 Вт (другие виды оборудования требуют 360 Вт), но объемы производства минимальные – 2-10 кубометров материала в сутки.
Основные преимущества мобильных установок – минимальные вложения, возможность самостоятельно собрать их и обслуживать, отсутствие требований по большим площадям. Делать газоблоки можно дома в одном из подсобных помещений, самостоятельно загружая компоненты в смешиватель, формуя из них блоки. Правда, наличия автоклава установка не предполагает, поэтому качество материала будет значительно ниже.
Обзор методов производства блоков газобетона
Чтобы изготовить газоблок, комплектуют технологическую линию, в которую входят:
- смеситель для приготовления рабочего раствора-суспензии;
- активатор или компрессор;
- дозаторы для воды и сыпучих компонентов;
- приспособление для резки газобетона;
- печь-автоклав – только для производства автоклавных газоблоков.
Кроме того, необходимо купить формы для заливки вспененной массы (можно б/у) и тележки, чтобы перемещать готовый блок на склад.
Оборудование выбирают по производительности: она варьируется от 10 до 150 кубометров в сутки. Именно от этого параметра, а также от уровня механизации и автоматизации процесса зависит цена производственного комплекса. Производство блоков автоклавным способом требует значительных капитальных вложений, поэтому в домашних условиях оно будет нерентабельным.
Все оборудование, производящее газобетон, делится на 5 видов:
Их суточная производительность составляет от 60 м3 готовой продукции. Производственные и складские помещения занимают в среднем 500 м2. Технология имеет такие особенности: формы подъезжают к стационарному смесителю и заполняются раствором, после чего продолжается дальнейшее изготовление изделий. Благодаря высокому уровню автоматизации, оборудование можно обслуживать самостоятельно, привлекая для помощи второго работника.
На них производство осуществляется более быстрыми темпами: суточный выход продукта составляет 75-150 кубометров. Оборудование размещается на площади свыше 600 м2, количество обслуживающего персонала – более 8 человек. Большинство процессов протекают в автоматическом режиме.
Она производит в среднем 15 кубометров газобетонных блоков в сутки. В отличие от первых двух типов, этот комплекс сочетает подвижный смеситель и стационарные формы. Чтобы организовать производство, требуется площадь 140-160 м2 и два работника (мини-линия имеет невысокий уровень автоматизации).
Его производительность несколько выше, чем у предыдущего варианта (от 25 м3), а технология мало чем отличается. Мини-завод обычно включает в себя такое оборудование: самоходный смеситель-активатор, поддоны, водяной бак, комплекс для резки, рельсы для передвижных форм.
Их покупают при сооружении частного коттеджа или загородного дома. Производство ячеистого газобетона своими руками позволяет сократить расходы на стройку почти на треть. Чтобы получить качественный блок, следует покупать комплект с компрессором. Обычно установка подключается к сети напряжением 220 В, тогда как все типы линий требуют трехфазной сети в 360 В.
Технические характеристики оборудования для производства газобетона
1. Конвейерная линия Иннтех-100 Профи.
Смеситель в ней неподвижен, а формы перемещаются от поста заливки на участок резки (блок режется на механизированной установке), затем – в прогревающие камеры и далее на финальный участок, где газобетонные блоки выгружаются на поддоны. Управление дозированием и загрузкой осуществляется автоматически. Компоненты смеси поступают в промежуточный бункер по конвейерам, которые отключаются управляющим терминалом при достижении нужного веса материала. Формы представляет собой колесную тележку, передвигающуюся по рельсам с помощью автоматических толкателей.
Производительность линии – 100 м3 в сутки, средняя цена – 3 000 000. Б/у оборудование этой марки стоит около 400 000 рублей.
2. Автоматическая линия для изготовления газобетона автоклавного твердения (от китайского производителя Dongyue Building Machine, официальный дилер – Компания Премиум Кирпич Плюс).
Производительность линии – до 300 000 кубометров газобетона в год. Занимаемая площадь – до 4000 м2. Потребляемая мощность – 250 кВт. Стоимость комплекса составляет около 54 000 000, есть также предложения купить б/у линию для автоклавного производства за 6 000 000 рублей. В базовую комплектацию входит такое оборудование:
- бункеры и емкости;
- перемешивающий транспортер;
- растворосмесительный узел производительностью 25 м3/час;
- система для транспортировки сырья;
- дробилка;
- система аспирации;
- автомат для резки;
- автоклавные камеры;
- формы;
- кабина с электронным узлом управления;
- вилочный погрузчик;
- тележки;
- узлы выгрузки и упаковки.
3. Мини-линия АСМ-15МС.
Она обеспечивает производительность 15 м3 газобетона в сутки, занимая площадь 120 м2. Потребляемая энергия составляет всего 3кВт, необходимая численность рабочих – 1-2 в смену. Линия включает мобильный смеситель емкостью 250 л, стационарные формы и шаблон с комплектом пил (чтобы резать газоблок). Стоимость АСМ-15МС – 190 400 рублей.
4. Установка Газобетон-500 Б плюс.
С ее помощью осуществляется изготовление неавтоклавного газобетона марки Д400-Д1200 (такую плотность имеет готовый газоблок). Компактная установка разработана для производства в домашних условиях, а также для мелкого бизнеса. Мобильное оборудование можно разместить дома или прямо на строительной площадке (оно занимает не более 2 м2).
В комплект Газобетон-500Б плюс входит следующее оборудование:
- смеситель Газобетон 500Б – он непосредственно осуществляет изготовление смеси, из которой затем формуют газоблок;
- компрессор – качественно замешивает раствор, подавая воздух по специальным форсункам в нижнюю часть загрузочного резервуара;
- соединительные рукава – служат для подсоединения компрессора к установке.
Технические характеристики оборудования Газобетон-500 Б плюс:
- емкость смесителя — 500 л;
- производительность – 3 м3 пористого бетона в час;
- габариты – 1,85х1,23х1,33 м;
- длина рукава для выгрузки – 2 м;
- вес – 155 кг;
- источник питания – двухфазная электрическая сеть напряжением 220 В;
- потребляемая мощность – 1,5 кВт.
Средняя цена комплекса – 60 000. Чтобы удешевить газоблок, есть смысл купить б/у оборудование
Работать на комплексе Газобетон-500 Б плюс можно самому, но непрерывное производство блоков лучше организовать с участием 2-х человек. Технология изготовления блоков на установке осуществляется в 3 этапа.
1. Дозирование компонентов, их загрузка и перемешивание. Чтобы вспенить газобетон и ускорить его застывание, используют комплексную химическую присадку. Взвешенные минеральные компоненты вручную засыпают в смеситель, после чего включают его. Перемешивание происходит в течение 11 минут.
2. Выгрузка продукта. Сметанообразная вспененная масса поступает по разгрузочному шлангу в формы. Их заполняют на ½ высоты, после чего в течение 2-4 часов газобетон вдвое увеличивается в объеме. Через 6 часов газоблок подравнивают металлической струной. После этого блок созревает в форме еще 8-16 часов.
3. Извлечение и сушка. Газобетонные блоки вынимают и укладывают на поддоны для естественного испарения влаги при температуре +20 °C. Через 48 часов изделия отправляются на склад, где в течение 4 недель достигают 100%-ной прочности.
Обзор необходимого оборудования
Прежде чем перейти непосредственно к обзору оборудования, необходимо кратко изучить процесс производства. Исходным сырьем для производства газобетона являются:
- кварцевый песок либо шлак или зола с ТЭЦ;
- вода;
- известь и алюминиевый порошок в роли поробразователя;
- цемент, выступающий в роли связующего.
Рассмотрим этапы производства более подробно:
- Сырье взвешивается и отмеряется соответственно рецептуре и желаемым характеристикам готового изделия.
- Исходное сырье за исключением алюминиевого порошка замешивается в смесителе.
- После тщательного размешивания всех ингредиентов добавляется алюминиевый порошок.
- Полученная субстанция заливается в форму для выдерживания. Алюминиевый порошок, вступая в реакцию с известью, вырабатывает водород, который образует многочисленные поры.
- После предварительного выдерживания блок разрезается согласно заданным размерам на более мелкие части.
Исходя из вышеперечисленных этапов, для производства газобетона потребуется следующее оборудование:
- Устройство для взвешивания и замера объема составных частей. Условно говоря, можно использовать обычное ведро и самые простые весы, а можно приобрести точную измерительную систему с электронными регулировками. Как видим, выбор оборудования очень разнообразен. При этом от состава смеси во многом зависит себестоимость продукции, и ее качество. Если вести речь о запуске бизнеса с небольшими инвестициями на старте, то в принципе будет достаточно точных заводских весов с платформой для взвешивания. Их стоимость колеблется от 20 000 до 70 000 рублей в зависимости от комплектации. Дорогие дозаторы со шнековым приводом, используемые в конвейерных установках, автоматически забирают сырье из бункера в соответствии с рецептурой. Их стоимость может достигать 400 000 рублей и выше за некоторые модели.
- Смеситель для сырья. Его основная задача – тщательное перемешивание всех ингредиентов. В зависимости от объема и массы смешиваемого сырья, будет отличаться и стоимость смесителя. Если планируется к открытию небольшое производство, то стоимость смесителя может быть в районе 100-150 тысяч рублей. Если постараться, то можно найти бывшее в работе оборудование и за меньшие деньги.
- Формы для вылеживания. Туда попадает сырье после вымешивания. Условно говоря, эта форма представляет собой ящик, внутри которого формируется блок. Понятно, что для удобства работы стенки форм должны быть гладкими и съемными. Стоит одна такая форма от 20 000 до 120 000 рублей, в зависимости от ее оснащенности и используемых материалов. В принципе подобную форму можно произвести самому или заказать производство у частника. Так как форму необходимо будет перемещать, нужно предусмотреть рельсы или тележку. Также желателен вибростол, чтобы химические реакции протекали быстрее, а материл лучше схватывался.
- Резательный комплекс. После частичного застывания стенки формы открывают, и готовый большой блок режут на маленькие блоки согласно техническому заданию. Автоматизированные резательные комплексы стоят от 1 до 3 млн.руб. Варианты попроще, особенно уже не новые, можно приобрести в районе 200-300 тысяч рублей.
Оборудование для газобетона
В принципе мы описали минимально необходимое оборудование для производства газобетона. Если будет производиться автоклавный газобетон, то нужны будут камеры для этих целей. Подробнее об автоклавном газобетоне читайте ниже.
Но даже при производстве обычного газобетона, не обойтись без дополнительного оборудования, такого как тележки, погрузчики, поддоны для складирования. Их тоже надо учесть при составлении бизнес-плана.
Конвейерное
Конвейерное оборудование стоит немалых денег. Цена нового с максимальной автоматизацией и от проверенного производителя стартует от 15 млн. рублей. Плюсами этого оборудования является высокая производительность, максимальная автоматизация. Следствие всего этого – очень низкая себестоимость готовой продукции. Но, покупая такое оборудование, нужно быть уверенным в сбыте большого объема продукции.
Стационарное
В отличие от конвейерного, не может быть полностью автоматизировано, требуется технический персонал для работ на каждом этапе производства. В то же время, за счет полной комплектации оборудования, работы эти не такие сложные и их не так много. Стоимость стартует от 2-3 млн. рублей и доходит до 10-12 млн. рублей. Все зависит от задач, стоящих перед производством и от технической оснащенности стационарной линии.
Мобильное
Такое оборудование часто используют строительные компании для собственных нужд. Особенно это актуально, когда объект строительства удален от основного производства. Нередко мобильное оборудование выбирают как вариант для начала собственного бизнеса. Связано это с небольшими финансовыми вложениями. Купить подержанное оборудование можно за 450-500 тысяч рублей, а если собирать по частям самостоятельно, то можно сэкономить еще 30% от этой стоимости.
Автоклав
Оборудование для производства газобетона
Схема производства включает несколько стадий, каждая из которых обслуживается соответствующим рабочим модулем:
- подготовка ингредиентом для смеси, дозирование, смешивание;
- заливка смеси, созревание;
- резка массива, распределение и накопление;
- автоклавная обработка;
- разгрузка и упаковка готового продукта.
Мощность и тип оборудования определяется масштабами производства. Но в любом случае свои качества газобетон может полностью реализовать только при изготовлении в промышленных условиях.
Подготовка сырья
Исходное сырье для получения газобетона включает такие основные ингредиенты:
Соотношение ингредиентов может быть разным, поскольку выпускается несколько видов газобетона по составу и по свойствам. Каждый ингредиент проходит соответствующую обработку.
- Песок, как правило, хранящийся на складе, транспортируется фронтальным погрузчиком в бункер, откуда ленточным транспортером передается в шаровую мельницу. Здесь песок перемалывается вместе с гипсовым камнем. Стоимость шаровой мельницы зависит от мощности, объема и бренда — от 250 тыс. р. до 950 тыс. р.
- Полученный шлам передается в шламбассейн объемом в 80 куб. м, оснащенный одновальной мешалкой. Количество таких бассейнов зависит от масштаба производства.
- Дозирующая система, в память которой заложена рецептура газобетона, взвешивает ингредиенты и подает их в смеситель. На этом этапе контролируется температура и смеси, и ингредиентов. Стоимость одного автоматического дозатора – от 230 тыс. р.
- В усредняющий бак, в котором накапливается смесь перед подачей в смеситель, наосом подается водная алюминиевая суспензия (ее готовят из алюминиевой пудры). Это взрывоопасное вещество, поэтому в этом аппарате предусмотрены меры по взрывобезопасности. Можно использовать алюминиевую пасту, которая к взрывоопасным веществам не относится.
- Смешивают ингредиенты в скоростном смесители – 4 мин. Стоимость этого агрегата сильно зависит от объема и мощности – от 82500 до 230000 р.
Технологии
Существуют два способа получения материала: с автоклавной обработкой и без нее. Первый метод обеспечивает большую прочность и значительно сокращает сроки изготовления, так как газобетон набирает проектной мощности за 12 часов.
Автоклавная
На первом этапе подготавливают сырье: перемалывают песок с гипсовым камнем, подготавливают воду – она должна быть очищена и нагрета до 40 С, прогревают другие ингредиенты при необходимости: температура смеси в смесителе должна достигать 35 С.
- С помощь дозаторов загружают по очереди шлам, воду, вяжущее – портландцемент, известь, вместе с ПАВ и какими-либо другими добавками. В последнюю очередь после первичного перемешивания в течение 1–2 минут, добавляют алюминиевую пудру или пасту.
- Собственно вспучивание происходит уже после смешивания, в формах. Объем газобетона при этом сильно увеличивается. Схватывание цемента происходит весьма быстро, поэтому газобетон сначала режется, а только затем уже в виде готовых блоков отправляется в автоклав.
- В автоклаве в условиях повышенной температуры, давления и влажности происходит второй ряд реакций: взаимодействие гидроксида кальция и оксида кремния, где в результате получают двухосновные гидросиликаты. Их появление и обеспечивает стремительный набор прочности, которым и славится газобетон.
- При снижении давления и температуры из блока испаряется вода. Поэтому готовый продукт практически не нуждается в сушке.
Процесс производства автоклавного бетона на заводе запечатлен в этом видео:
Неавтоклавная
Производственная линия исключает этап автоклавирования, в остальном являясь идентичной. Так как, именно использование автоклава составляет наибольшие расходы при изготовлении, такая линия намного дешевле и по стоимости, и в обслуживании.
- Чтобы достигнуть такой же или приблизительной прочности автоклавного газобетона, в исходное сырье добавляют специальные добавки: дисперсно-армирующие волокна – стекловолокно, например, микрокремнезем и другие.
- После смешивания газобетон заливают в металлические формы, где он вспучивается и застывает. Распалубной прочности он достигает через те же 150 мин, после чего нарезается по размерам и сразу же отправляется на склад. Окончательное затвердение происходит в обычных условиях естественным порядком.
Такой материал не только менее прочен, но и дает большую усадку – до 2–3 мм/м против 0,3 мм/м у автоклавного газобетона. Частично эта проблема решается за счет использования полиамидных армирующих волокон.
Поговорим про оборудование для производства автоклавного и неавтоклавного газобетона, узнаем и о технологии изготовления своими руками такого материала.
Изготовление неавтоклавного газобетона рассмотрено в видео ниже:
Технология производства
- Подготовка компонентов. Некоторые составляющие приходят на производство уже в готовом виде, другие проходят подготовку. Кварцевый песок, соединенный с водой перемалывается для образования шлама, а затем в шламбассейнах постоянно перемешивается и доводится до нужного показателя. Пудра из алюминия так же проходит предпроизводственную подготовку.
- Дозировка и перемешивание. Дозирование и подготовка смеси выполняется автоматически. Все компоненты, подготовленные заранее, точно взвешиваются и заполняются в большой миксер.Подготовленную смесь заливают в металлические формы — ванны на ½ от объема. В результате происходит химическая реакция компонентов с образованием водорода и блок заполняет всю форму и приобретет пористость. Пузырьки водорода могут быть до 3 мм. Но главное, что они практически равномерны. Это дает однородность структуры. Время смешивания всех компонентов составляет 5 минут на высокой скорости.
Алюминиевая пудра является взрывоопасным элементом, поэтому требуется строгое соблюдение противопожарных мероприятий в помещении, где производится АГБ.
Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.- Автоклавная обработка. Затем подготовленные блоки-панели из АГБ оставляют в автоклаве на 12 часов. Там он при температуре 1900С и давлением пара 8 — 12 бар становится особо прочным, благодаря химической реакции кварцевого песка и гидроксида кальция.
- Сортировка и упаковка. После обработки в автоклаве газобетон сразу готов к использованию по назначению. Его выгружают из печей на поддоны и заворачивают в пленку для изоляции от влаги. В таком виде он хранится на складе. Затем его закупают строительные компании или специализированные магазины.