Пайка алюминия – технологический процесс, используемый при ремонте двигателей внутреннего сгорания, соединении алюминиевых проводов методом скрутки, заделке трещин и отверстий в кастрюлях, выварках, тазиках из этого металла и его сплавов. В отличие от аналогичного процесса для деталей из меди или ее сплавов, такие паечные работы требуют более тщательного подхода к выбору флюса, припоя, инструмента (паяльника или газовой горелки).
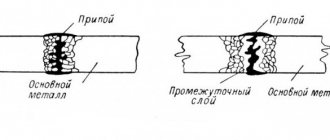
Паечный шов между алюминиевыми листами
Особенности процесса
Основными особенностями данного вида паечных работ являются:
- Применение специальных флюсов и припоев;
- Тщательная подготовка спаиваемых поверхностей: очистка, обезжиривание, лужение.
- Применение мощных паяльников и газовых горелок, способных разогревать рабочие поверхности до определенной температуры.
Также в процессе паечных работ на деталях из этого металла постоянно производится контроль температуры нагрева рабочих поверхностей. Делается это для того, чтобы не перегреть легкоплавкий металл, – при нагреве до температуры свыше +250-300 градусов по Цельсию сделанная из него металлоконструкция начинает терять свою прочность, деформироваться.
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Используемые материалы
Флюсы для пайки алюминия
Паяльная станция — принцип работы и разновидности
Перед тем, как паять алюминий, с его поверхности необходимо удалить прочную и тугоплавкую оксидную пленку. Для этого перед началом паечных работ на нее наносят специальный состав – флюс, способствующий быстрому растворению окисла и предотвращению его образования на некоторое время.
В качестве флюса для данного вида работ применяют канифоль, порошковые, жидкие составы.
Канифоль
Такой не обладающий активностью флюс для алюминия используется крайне редко. Он не растворяет пленку оксида и не обеспечивает образование качественного паечного шва.
Канифоль
Порошковый флюс
Из порошковых флюсов для данного вида работ применяют буру, состав марки Ф-34А (активный флюс на основе хлоридов калия, лития и цинка, фторида натрия), паяльный жир.
Жидкий флюс
В качестве жидкого флюса для пайки алюминия применяют такие составы, как:
- Ф-61;
- Ф-64;
- Castolin Alutin 51 L.
Плюсы жидких составов, по сравнению с канифолью и порошкообразными веществами, заключаются в удобстве и равномерности их нанесения, более экономном расходе.
Припой для пайки алюминия
Припой для алюминия бывает следующих видов:
- Оловянно-свинцовый сплав – ПОС-40,ПОС-61 (содержат 41 и 61% олова, соответственно);
- Цинково-оловянный сплав – ЦОП-40 (содержание цинка – 40%);
- Алюминиевые сплавы – HTS 2000, Castolin 192FBK, 34А.
Отечественные припои
Из отечественных припоев для данного вида паечных работ подходят цинко-оловянные марки с содержанием цинка 40%, а также специальный алюминиевый припой марки 34А.
Сравнение припоев для пайки алюминия
Из всех используемых для такого вида работ марок припоев максимальную прочность и надежность шва обеспечивают зарубежные сплавы HTS 2000, Castolin 192FBK, а также отечественная марка 34 А.
Обычные оловянно-свинцовые сплавы, в отличие от специализированных, не обеспечивают надежную адгезию с рабочей поверхностью, сильно окисляются на воздухе, не обладают необходимой прочностью на разрыв.
На заметку. Для того чтобы припаять медь к алюминию, применяют как флюсы, так и припои тех же марок и видов, что для паечных работ на алюминиевых деталях.
Порошковая проволока
Порошковая проволока с флюсом применяется при сварке алюминиевых деталей. Для того, чтобы их спаять, она непригодна, так как имеет очень высокую температуру плавления.
Порошковая проволока для сварки
Для того чтобы шов был качественным и надежным, спаиваемые детали тщательно обезжиривают, очищают при помощи наждачной бумаги или щетки по металлу. При применении паяльника рабочие поверхности лудят.
Источники нагрева
В качестве источников нагрева для данного вида работ применяют паяльники и газовые горелки на пропане.
Паяльник для пайки алюминия
Для соединения деталей, заделки пробоин и трещин в заготовках из данного металла применяют паяльник с нихромовым нагревателем и широким медным жалом. Мощность у данного прибора должна быть не менее 80-100 Вт.
Горелки для пайки алюминия
Для данного процесса применяют небольшие газовые горелки на пропане со сменными баллонами.
Газовая горелка
Важно! Не рекомендуется применять для данного вида работ кислородно-ацетиленовые газовые горелки, так как они разогревают легкоплавкий металл до высокой температуры за короткое время, что может привести к его перегреву и расплавлению.
Сфера применения
Использование флюса для пайки ф 64 достаточно обширное, и достаточно указать несколько технологических направлений, где широко используется алюминиевая основа:
- Создание систем теплопроводной магистрали, например, автомобильные радиаторы.
- В энергетических системах замкнутого пространства, например образование замкнутой электрической цепи.
- Соединение токоведущих частей, которые были разорваны под воздействием механической силы, например провода общей магистральной сети электропроводов.
- Создание технологических конструкций, которые обеспечивают связь по принципу электропроводимости.
Флюс Ф 64
Припои, основа для качественного соединения изделий из алюминия
Как видно, флюс для пайки своими руками позволит отремонтировать как сложные и проблемные источники повреждения, так и лёгкие участки и узлы. В качестве припоя используют такие традиционные материалы как:
- Олово;
- Сплав с использованием цинка;
- Сплав на основе кадмия.
Температура плавления выше перечисленных материалов в диапазоне от +200 С до +400 С, и для этих целей можно использовать не очень мощный работоспособный паяльный инструмент. Дополнительно в качестве припоя используют тугоплавкие вещества, в составе которых присутствуют медь, цинк и даже кремний.
Технологические приемы пайки
Паяльный жир
Основными технологическими приемами, используемыми в данном процессе, являются следующие:
- Обезжиривание рабочей поверхности чистой ветошью, смоченной в растворителе, ацетоне;
- Первичная чистка металлической щеткой или грубой наждачной крупнозернистой бумагой;
- Нанесение флюса на очищенную рабочую поверхность;
- Прогревание металла горелкой;
- Расплавление припоя под струей пламени горелки с образованием шва;
- Остывание и затвердение шва;
- Удаление с образовавшегося шва окалины и рыхлого окисла при помощи металлической щетки или наждачной бумаги.
На заметку. Для контроля температуры нагрева рабочей поверхности на нее кладут кусочек припоя. Если он начнет плавиться и превращаться в небольшую капельку в виде шарика, то, значит, металл прогрелся, и необходимо незамедлительно начинать его паять.
Что лучше — сварка или пайка алюминия?
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
Читать также: Подзарядка для аккумуляторных батареек
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.
Использование подручных средств
Из подручных средств, чтобы запаять алюминий, применяют такие, как:
- Ацетилсалициловая и лимонная кислоты – таблетку аспирина или пакетик лимонной кислоты растворяют в 150-200 г. воды и используют полученный раствор в качестве простейшего жидкого флюса;
- Масло для смазки швейных машинок – с помощью масляной пленки очищенный механически участок рабочей поверхности детали защищают от образования пленки оксида.
Масло И-20 для швейных машинок
Таким образом, разобравшись в том, как просто спаять алюминий в домашних условиях, можно не только заделывать пробоины в старых кастрюлях и ведрах, но и заниматься дома или в гараже полноценным бизнесом по ремонту автомобильных радиаторов, батарей отопления, двигателей.
Особенности
Чтобы применяемые вами флюсы исправно выполняли свою функцию, необходимо предварительно подготовить металл. Без подготовки немыслима ни одна сварка. При этом не важно, что вы используете — флюс, газ или вообще варите контактной сваркой. Процесс подготовки обязателен в любом случае.
Обезжирьте поверхность алюминия. Для этого используйте любой растворитель и безворсовую ткань. Подготовьте инструменты для зачистки металла. Можете использовать шлифмашинку, наждачку или болгарку. При применении болгарки используйте абразивные круги или сменные металлические щетки. Мы рекомендуем комбинировать различные способы зачистки, в зависимости от степени загрязненности металла.
Если металл сильно загрязнен, примените метод травления. Поместите деталь в емкость с кислотными растворами и подождите, пока грязь или коррозия растворятся. После зачистки окисная пленка так же будет удалена, но это ненадолго. Как вы теперь уже знаете, она способна самовосстанавливаться под действием кислорода.
Зачем тогда вообще нужна зачистка? Дело в том, что после механического удаления окисная пленка снова образуется, но она уже гораздо тоньше и не так химически активна. К тому же, флюс для пайки алюминия отлично работает на зачищенной поверхности, упрощая сварку.
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т.д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм