Общие сведения о технологии
Это метод соединения, при котором задействуется связующий расплав (припой) с подходящими для конкретных условий характеристиками. И активный элемент пайки, и заготовки подвергаются предварительному нагреву, благодаря которому формируется податливая для соединения структура материалов. Температурный режим должен быть превосходить пиковую точку нагрева, минуя которую металлические детали размягчаются и начинают переход в жидкое состояние. Важной характеристикой любого вида пайки является время термического воздействия под расплавом. Это промежуток от начала нагрева до отвердения припоя уже после выполнения соединения. В среднем операция занимает 5-7 мин, но могут быть и отклонения от этого диапазона – это зависит от характеристик заготовки и площади обрабатываемого узла.
Лампы для пайки
Наиболее распространенный инструмент для пайки различных заготовок, позволяющий получать высокотемпературный нагрев путем сжигания спирта, керосина и других видов жидкого топлива. В процессе работы из сопла аппарата вырывается факельный запал, который в дальнейшем направляется на целевой участок расплава. Такие приборы можно использовать не только для соединения деталей, но и в операциях нагрева конструкций и механизмов. Также аппараты для пайки используют перед удалением лакокрасочных покрытий. Средняя температура нагрева у лампового паяльника составляет 1000 – 1100°С, поэтому его можно использовать и в сварочных работах. К самым производительным моделям относятся бензиновые лампы. Они быстро обретают оптимальную рабочую температуру и справляются с большинством стандартных операций пайки. В конструкции приборов предусматривается баллончик для топлива, а также регулятор пламени, позволяющий варьировать мощность термического воздействия.
Что такое пайка?
Пайка своими руками в домашних условиях сводится к следующим технологическим операциям:
- Паяемые поверхности очищают от загрязнений, коррозионных корок и т.п.
- Зачищают до блеска, т.е. до отсутствия видимых следов окислов;
- Покрывают флюсом – веществом, удаляющим остатки окисла и не допускающим окисления поверхностей в дальнейшем процессе. Для флюсовки под лужение предпочтительно использовать не жидкие или твердые флюсы, а флюс-пасты;
- Затем поверхности лудят – наносят на них расплавленный припой (специально предназначенный для пайки сплав), он при этом растекается тонкой пленкой и химически соединяется с основным металлом;
- Детали предварительно соединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и пр.
- Наносят еще флюс, чтобы не допустить окисления припоя под нагревом;
- Наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества;
- Если пайка велась паяльником с луженым жалом (см. ниже), по ее окончании его очищают и покрывают неактивным флюсом. Чтобы пайки были качественными, обычный паяльник должен храниться с зафлюсованным жалом!
Далее мы рассмотрим подробнее операции ключевые, на которые следует обратить особое внимание, чтобы научиться паять как следует.
Необходимое отступление
В комментариях на тему пайки широко дискутируется тема: как правильно – залудить или облудить? По правилам русского технического языка – залудить, как и в других словоформах от «лудить»; блуд тут ни при чем. Но лучше, по возможности, обходиться вовсе без приставок, т.к. в корнях словоформ «д» часто меняется на «ж» (лужение) и тогда возможна паразитная ассоциация с лужей. Залуживать это что – в лужу макать? Надо – лудить. «Спаивать» вместо «паять» недопустимо однозначно, т.к. у этих слов совершенно различные значения. Также как и «припай» вместо «припой». Припай – это полоса берегового льда, образующаяся при замерзании водоемов. А спайка – нежелательное последствие хирургической операции. Место соединения деталей пайкой это спай.
Примечание: в северных диалектах русского есть еще луды – подводные каменные гряды – и даже рыба сиг-лудога, которая там водится. Но в каноническом русском луды мелькают крайне редко, так что их можно не принимать во внимание.
Геодезические работы. Мобильные лазерные сканеры- Необходимые аксессуары для санузла. Держатели для туалетной бумаги
Садовая мебель — главный элемент на вашей придомовой территории
Зачистка
Зачистка после очистки – первая каверзная операция пайки. Использование для нее абразивов недопустимо! Их мельчайшие частички, въевшиеся в металл, полностью удалить невозможно. Впоследствии они становятся очагами процессов, разрушающих спай.
Зачищают поверхности под пайку надфилем, напильником, шаберным инструментом (разные виды скребков) или просто ножом. Но лучше всего, особенно если готовятся для пайки токоведущие провода, сразу покрыть их активированным флюсом (см. далее), а после пайки тщательно удалить его остатки. Это удобно делать зубной щеткой, смоченной спиртом.
Горелки для пайки
Широкая группа газовых паяльников, которые могут подключаться к баллончику с топливом или же к центральному источнику с горючим. Первый вариант снабжения имеет преимущество в виде автономности. Горелку с баллончиком, как и бензиновую лампу можно использовать независимо от внешних коммуникаций. В выборе такого аппарата следует учитывать мощность, рабочую температуру, тип применяемого газа, время готовности к работе и т.д. Например, стандартная газовая горелка для пайки работает на пропан-бутане и достигает температуры нагрева до 1300°С. Период непрерывного термического воздействия может достигать 3 ч, но это время будет зависеть и от объема подключаемого баллончика. Различают горелки и по типу системы воспламенения. Простейшие модели включаются механическим способом, а в более современных модификациях применяется пьезорозжиг.
Электрические паяльники
Тоже распространенный в бытовой среде вид паяльного оборудования, которое отличается безопасностью (по сравнению с газовыми аппаратами) и компактными размерами. Но сразу стоит подчеркнуть и недостатки. Во-первых, такие приборы зависимы от электросети, что ограничивает их сферы применения. Во-вторых, электрическое паяльное оборудование поддерживает невысокую температуру нагрева в диапазоне 400 – 450°С. Связано это с тем, что часть энергии утрачивается в процессе преобразования электричества в теплоту.
В выборе устройства надо учитывать максимальное напряжение. Так, в мастерских и на производствах используют стандартные модели на 220 В. В бытовых условиях нередко применяют аппараты, работающие от трансформаторов на 12 и 24 В. Задачи, которые можно решать электрическими паяльниками, в основном ограничиваются починкой мелкой аппаратуры, восстановлением контактов микросхем, соединением пластиковых деталей и т.д.
Паяльные станции
Для выполнения групповых или поточных операций пайки используется многофункциональное оборудование. Паяльная станция отличается широкими возможностями регулировки рабочих параметров, а также более высокими температурными показателями нагрева. Достаточно сказать, что приборы такого типа работают при мощности 750 — 1000 Вт, подключаясь к сетям с напряжением 220 В. Как правило, это профессиональное паяльное оборудование, но существуют и аналоги бытового назначения. Например, аппараты для групповых операций в домашних условиях могут включать несколько сменных жал разного формата, подставки, средства для удаления припоя, кусачки и другие вспомогательные аксессуары. Теперь стоит ознакомиться с разными технологическими подходами к процессам пайки.
Виды и особенности данного способа
Процесс подразделяют на следующие категории:
– метод разогрева и заполнения расплавленного припоя шва в месте соединения;
– характеристика затвердения и кристаллической решетки шва или покрытия поверхностей при лужении;
– способ удаления оксидной пленки с поверхности;
– метод с улучшенными временными характеристиками для разогрева места соединения;
– вид нагрузок на соединяемые детали.
Главное значение при выборе способа сварки – температурных характеристик расплавления разных видов припоев. Расплавляется припой при температуре до 4600 – процесс называется низкотемпературным. Свыше этого значения нагрева – высокотемпературным.
Самым простым является низкотемпературный с использованием флюса. Энергозатраты для него небольшие, возможность соединять тонкие детали из стали и сплавов, повышенный уровень теплопроводности и паяние разных по составу металлов – это основные преимущества данного вида.
Некоторые плюсы имеет высокотемпературная пайка:
- Под флюсом, соединение получается герметичным, с плотной основой шва.
- Для работы в домашних условиях используются маленькие газовые горелки.
- Соединение получается только на материалах с температурой плавления свыше 460 градусов.
Еще один вид – это композиционный способ.
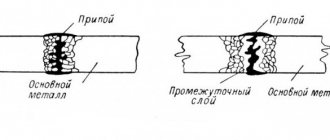
Используется при монтаже металлических конструкций с большим углом изгибов. Применяя композиционный припой с наполнителями из легкоплавящихся добавок – добиваются прочного и надежного соединения узлов конструкции. Края заготовок при этом только разогреваются, а расплавленный припой заполняет все пустоты и соединяет детали.
Подразделяют по способам производства припоя. Здесь принято считать припой может быть уже готовым (олово) и получаемый при химической реакции при разогреве материалов спайки. Наиболее часто применяемый – готовый припой. Его разогревают до жидкого состояния, он заполняет места соединения деталей и, остывая, делает соединение неразъемным и надежным. Он удерживается на поверхности деталей с помощью капиллярности, это гарантирует достаточный уровень прочности в месте стыковки.
При использовании химической реакции взаимодействия, происходит выделение из материалов спайки припоя и флюса. При этом происходит образование жидкости припоя. Она заполняет шов между деталями, остывая, делает свою работу.
Для получения хорошего качества присоединения, большое значение имеет применяемый источник тепла для расплава припоя и проведения реакции пайки. Самый известный и доступный для каждого – это паяльник. Часто требуется применение газовых горелок, промышленных фенов.
Для низкотемпературного способа, наиболее часто используют различные паяльники. При этом способе, при помощи нагрева поверхности места пайки, жалом инструмента снимаем часть припоя и в расплавленном состоянии заполняем отверстие или края соединяемых поверхностей. Для получения более надежного, герметичного соединения, обязательно разогревать места спайки.
Для высокотемпературного способа, можно использовать электрические паяльники большой мощности. Но лучше для этого вида использовать газовые и другие виды горелок. Паяльная лампа на бензине, керосине, а также горелки на метане или пропан – бутане – эти инструменты позволят исполнить качественную пайку даже в полевых условиях.
Проведя небольшой урок по теории, переходим к практическому занятию. Пайка микросхем, изготовление плат для радиотехники, позволят всегда иметь хорошо оплачиваемую работу, да и для домашнего хозяйства умение паять пригодится. Поэтому рассмотрим этот вид пайки более подробно.
Основные виды пайки
Различают техники выполнения операций по стыку и зазору. Так, если промежуток между соединяемыми элементами составляет менее 0,5 мм, то пайка будет с зазором. Превышение этого интервала означает, что соединение выполняется встык. Причем и стыки могут иметь разные конфигурации – например, X- и V-образные. Пайка с зазором производится только с жидким припоем, который в процессе работы направляется в промежуточную зону. Стандартные виды пайки встык предполагают заполнение свободного пространства припоем под влиянием силы тяжести.
Классификация пайки по температурным режимам
На сегодняшний день применяют мягкую, твердую и высокотемпературную пайку, которая используется в основном на производствах и в строительстве. Первые же две техники во многом схожи – например, в обоих случаях рабочая температура составляет 450°С и ниже. Для сравнения, высокотемпературные соединения выполняются в режиме не менее 600°С, а чаще – выше 900°С.
При этом и низкотемпературная обработка может обеспечить качественное соединение. Наиболее выигрышным будет применение твердого припоя, благодаря которому достигается высокая прочность и тугоплавкость деталей. Добавление меди в зазор или стык будет способствовать и повышению ковкости заготовки. Если же требуется получить гибкую и упругую структуру, то используют мягкую пайку.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.
Характеристики припоев и флюсов широкого применения
Припои
Припои от ПОС-90 до Авиа-2 – мягкие для низкотемпературной пайки. Гарантированно обеспечивают только электрический контакт. ПОС-30 и ПОС-40 паяют медь, латунь, бронзу с неактивными флюсами, а их же со сталью и сталь со сталью – с активными. ПОССр-15 можно паять оцинковку с неактивными флюсами; другие припои при этом разъедают цинк до стали и пайка скоро отваливается.
34А, МФ-1 и ПСр-25 припои твердые, для высокотемпературной пайки. Припоем 34А можно паять алюминий в пламени (см. далее, о пайке алюминия) со специальными флюсами, см. там же. Припоем МФ1 припаивают медь к стали с активированным флюсом. «Невысокие требования к прочности» в данном случае значит, что прочность спая ближе к прочности меди, чем стали. ПСр-25 при пайке сухим паяльником (см. далее) пригоден для пайки ювелирных изделий, витражей тиффани и т.п.
Флюсы
Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Примечание: бура сама по себе паяльный флюс для пайки погружением в расплавленный припой, см. далее.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Примечание: радиолюбители, имейте в виду – сейчас есть в продаже флюсы для пайки эмалированных проводов без зачистки!
Классификация припоев
Условно можно разделить современные припои на две группы:
- Плавящиеся под низкими температурами.
- Плавящиеся под высокими температурами.
Как уже отмечалось, низкотемпературная пайка выполняется под 450°C и ниже. Сам припой для такого рода операций должен размягчаться уже при 300°C. К подобным материалам относят широкую группу оловянных сплавов с добавлением цинка, свинца и кадмия.
Высокотемпературные средства расплава задействуются для пайки при температурах порядка 500°C. Преимущественно это медные составы, в которые также входит никель, фосфор и цинк. Важно отметить, что, к примеру, припой олово-свинец-кадмий помимо более низкой температуры плавления будет отличаться от медных сплавов и механической прочностью. Соотношение по стойкости перед физическим давлением можно представить так: 20 – 100 МПа против 100 – 500 МПа.
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.
Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Виды флюсов
При термическом воздействии на поверхности металлической заготовки образуется оксидное покрытие, препятствующее образованию качественного соединения с припоем. Для устранения таких препятствий используют разные виды флюсов для пайки, некоторые из которых также ликвидируют следы ржавчины и окалины.
Флюсы можно классифицировать как раз по совместимости с припоями (твердыми и мягкими) или по температурной стойкости. Например, для мягкой пайки тяжелых металлов используют средства с маркировками F-SW11 и F-SW32. Для твердого соединения тяжелых сплавов задействуют флюсы для пайки видов F-SH1 и F-SH4. Легкие же металлы наподобие алюминия рекомендуется предварительно обрабатывать составами групп F-LH1 и F-LH2.
Метод индукционной пайки
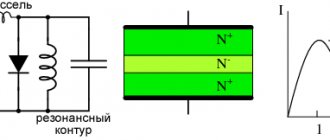
Данная технология пайки имеет несколько преимуществ перед классическим способом соединения под расплавом. Среди них можно выделить минимальную степень окисления заготовки, что в некоторых случаях избавляет от необходимости применения флюсов, а также низкий эффект коробления. Что касается целевых материалов, то к ним относятся и мягкие, и твердые сплавы, а также керамика с пластиком. К примеру, оптимальный припой для меди в данном случае будет иметь маркировку L-SN (модификации SB5 или AG5). В качестве источника тепловой энергии при индукционном воздействии могут выступать как ручные ламповые аппараты, так и машинные агрегаты соответствующей мощности. На производствах задействуют и генераторные установки, когда нужно получить длительную спайку узлов большой площади. Также в работу включается многоместный индуктор, который может поочередно принимать заготовки. По этой технологии, в частности, изготавливают ручной режущий инструмент.
Ультразвуковая пайка
Еще один современный высокотехнологичный способ пайки, разработка которого была вызвана необходимостью устранения целого ряда характерных недостатков электрохимических методов соединения. Ключевой особенностью этой техники можно назвать возможность замены обычного флюса как средства устранения оксидов. Функцию зачистки выполняет энергия ультразвуковых волн, вызывающая процесс кавитации в жидком припое. При этом в полной мере сохраняются задачи термического связующего воздействия со стороны расплава.
Отмечается и превосходство технологии в показателях скорости соединения. Если сравнивать ультразвуковое излучение с эффектом, который дает припой олово-свинец, то интенсивность захлопывания полостей обрабатываемого узла будет выше в несколько раз. Как показывают наблюдения, ультразвуковые волны с частотой 22,8 кГц обеспечивают скорость смыкания припоя на уровне 0,2 м/с.
Есть и экономические преимущества данного метода. Они также связаны с изменением подходов к применению флюсов и припоев. На производствах электротехнических приборов при сборке монолитных конденсаторов, преобразователей тока и других устройств широко применяется металлизация пастами палладия, серебра и платины. Процесс ультразвуковой пайки позволяет заменять драгоценные металлы на более дешевые аналоги без потери в эксплуатационных качествах будущего изделия.
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
Скрутки проводов
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Примечание: одножильные луженые провода – выводы деталей радиоэлектроники – допустимо паять встык или с набросом крючком, см. рис. справа.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Важно! Работая в домашних условиях, старайтесь не вдыхать испарения от паяльника. Дымок от канифоли относительно безопасен
А пары кислот совсем не полезны для органов дыхания и приводят к кашлю. Если нет специальной вытяжки, то пайку следует проводить с открытыми окнами.
Выбор флюса
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода
Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд. Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом
При этом флюс плавится, а провод погружается в расплав.
Канифоль можно смешать с этиловым спиртом. В итоге получится неплохой жидкий флюс, который удобно наносить кисточкой
Здесь важно не переборщить, чтобы раствор не стекал по изоляции провода. Ведь в будущем на это место прилипнет пыль
Пайка многожильных проводов
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.
Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.
Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
После пайки с Ф-64 скрутку нужно промыть слабощелочным раствором для нейтрализации кислотных свойств флюса. Для получения отмывочной смеси достаточно развести пищевую соду в теплой воде. Затем требуется отмывка простой мыльной водой или жидким мылом с применением зубной щетки.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.
Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Как правильно паять провода: выбор паяльника, флюсов и припоев, технология пайки
0,00 / 0
Гуру 220→Электропроводка→Провода и кабели→
Не нашли что искали? Смотрите еще:
- Самодельный светодиодный прожектор в домашних условиях
- Варианты и нюансы соединения многожильных и одножильных проводов
- Технология лужения токопроводящих жил – обзор методов
- Применение паяльника и коннекторов для соединения светодиодных лент
- Как снять изоляцию с проводов – обзор инструментов
- Способы оконцевания жил кабелей и проводов с помощью наконечников
Добавить комментарий Отменить ответ
–
2016-2020. 220 ГУРУ Все права защищены
- Карта сайта
Копирование материалов без разрешения администрации сайта или автора запрещено.