Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура – востребованный конструкционный элемент, применяющийся во многих сферах.
Данный строительный материал используется в следующих отраслях:
- изготовление железобетонных конструкций бытового и промышленного профиля: фундаменты, несущие стены, перекрытия и колонны;
- устройство специальных гидротехнических сооружений;
- возведение каркасов;
- производство металлических сеток различного назначения;
- обустройство пешеходных зон, дорожных покрытий.
- создание других важных изделий.
Следует выделить основные преимущества арматуры:
- простота и легкость использования;
- высокая прочность;
- большой коэффициент теплопроводимости;
- обширный выбор прутков в зависимости от диаметра, профиля сечения, принципа применения, назначения, способа производства и т.д.;
- долговечность арматурных конструкций.
ВНИМАНИЕ! Сразу предупреждаем, что если сказанное в данной статье противоречит сказанному в полученном вами техническом задании по сварке ответственной конструкции, делайте как указано в проекте. Эта страница содержит информацию, применимую к малоэтажному строительству и использованию арматуры в декоративных изделиях.
Особенности сваривания
Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Данные специфические характеристики требуют специального подхода. Для этого существует несколько способов сварки арматуры. Правильный выбор необходимой технологии сможет обеспечить сокращение издержек и гарантирует качественный результат.
Недостатки
- Метод уступает по качеству другим способом сварки арматуры;
- Часто изделия оказываются достаточно масштабными и занимают большую площадь во время проведения работ;
- Затруднительно использовать дополнительные вспомогательные средства.
Альтернативные способы
Существует также соединение арматуры внахлест без сварки. Зачастую здесь используют вязку, которая является еще более простым и быстрым методом. Такое упрощение зачастую применяется в частной сфере, где на металлоконструкцию не возлагаются серьезные нагрузки. Но не стоит сразу ориентироваться именно на этот способ, так как при выборе, что лучше сварка или вязка арматуры, нужно учитывать много нюансов.
Соединение арматуры внахлест без сварки
Оборудование и материалы:
- Металлическая щетка;
- Режущий инструмент (болгарка или газовый резак);
- Сварочный аппарат;
- Электроды;
- Измерительные инструменты;
- Флюс;
- Средства индивидуальной защиты.
Режимы
Стыки арматуры внахлестку без сварки соединяются проще за счет того, что там не нужно подбирать ни какие режимы. Здесь же нужно определиться с параметрами тока и величиной электрода, который нужно использовать. Величина диаметра электрода подбирается относительно просто, так как для 5 мм арматуры нужен электрод около 3 мм, для 8-10 мм – 4 мм электрод и для арматуры больше сантиметра нужно применять 5 мм расходный материал. С параметрами тока нужно обходиться более точно:
| Величина диаметра арматуры, мм | Сила тока, А |
| 5 | 200 |
| 6 | 250 |
| 8 | 300 |
| 10 | 350 |
| 15 | 400 |
| 20 | 450 |
Способы
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток – соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.
Внахлест
Следующий метод – сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой – снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.
Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. – электроды диаметром 5 мм.
Важно! Данная технология не применяется для сваривания стали, диаметр которой превышает 20 мм.
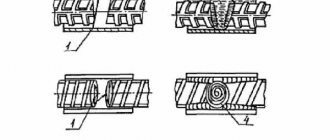
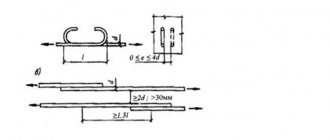
Встык ванным способом
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа – возможность работы с арматурой большого диаметра – 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
Соединение для фундамента
Как уже было сказано ранее, наиболее активно арматура применяется в строительной сфере, в частности при капитальном строительстве. Поэтому сварка арматуры для фундамента является популярным и востребованным процессом. Фундаменты несут значительные нагрузки, поэтому их прочность должна быть на высоком уровне. Перегрев металла приводит к изменению структуры и ослаблению прочностных характеристик. Следовательно, сварка должна проводится на специализированных предприятиях либо на строительных площадках высококвалифицированными исполнителями.
Таким образом, сварка арматуры для фундамента включает несколько этапов:
- ОТК проводит проверку качества материалов, некачественная арматура отбраковывается;
- стержни зачищаются от ржавчины и других загрязнений, подвергаются разметке и резке;
- заготовки соединяются в плоскую конструкцию путем прихватывания элементов;
- проверяется соответствие конструкции техническому плану;
- в случае несоответствия производится корректировка, в остальных случаях – определяется длина сварных швов и последовательность сваривания;
- окончательное соединение всей конструкции осуществляется также поэтапно: после сварки очередного шва следует дать ему остыть, проверить металл на наличие микротрещин.
Кроме этого, сварные арматурные конструкции применяются в малоэтажном строительстве. Следовательно, сварка арматуры для фундамента может проводится и в домашних условиях. В подобных случаях исполнителю понадобится простые сварочные устройства ручного или автоматического режима (например, инвертор).
Сварка арматуры для фундамента – технология работ
В настоящее время, наряду с вязкой, также применяется сварка арматуры для фундамента. Этот метод соединения элементов каркаса используется при строительстве многоэтажных зданий, основания которых воспринимают значительные усилия. Этим обусловлена необходимость обеспечения повышенной прочности соединений. Сварная арматура, изготовленная из рифленой проволоки А400С, хорошо варится, так же, как и пруток А500С. Точечная сварка арматуры обеспечивает надежность фиксации стержней диаметром до 25 мм.
Сварка арматуры позволяет существенно упростить процесс закладки фундамента в целом
Перегрев стержней при выполнении сварочных работ может вызвать следующие негативные явления:
- изменение структуры металла;
- снижение прочностных свойств.
При выполнении работ опытными сварщиками и осуществлении сборки под лабораторным контролем на промышленных предприятиях можно избежать указанных факторов.
Алгоритм изготовления арматурных решеток методом сварки в условиях промышленных предприятий осуществляется следующим образом:
- Выполняется входной контроль качества приобретенных материалов, которые будут применяться для сборки каркаса.
- Производится отбраковка прутков, характеристики которые не соответствуют требованиям нормативной документации.
- Арматурные стержни очищаются от ржавчины, рихтуются, обрабатываются абразивом и разрезаются на заготовки необходимых размеров.
- Элементы будущей рамы соединяются в одной плоскости, путем легкой прихватки сваркой до окончательной фиксации.
- Заготовки каркаса фиксируются сварочными кондукторами на расстоянии, соответствующем требованиям чертежа.
- Конструкция прихватывается сваркой и проверяется соответствие размеров пространственной рамы требованиям документации.
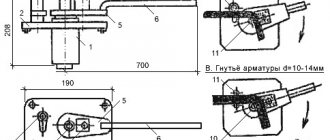
Не менее важно правильно подобрать величину тока, с которой будете варить каркас
Конструктивные особенности сварочных кондукторов позволяют выполнить сборку прутков с допуском, не превышающим 3 мм. Последовательность операций по изготовлению каркаса методом сварки в условиях стройплощадки аналогична. Точечная сварка арматуры позволяет фиксировать стальные стержни пространственной конструкции, расположенные под различным углом, а также в подвешенном состоянии. Установка оборудуется токопроводящими клещами, расширяющими ее возможности.
Электроды
Для сварки арматурных стержней применяются электроды типов Э42, Э42А, Э46, Э46А, Э50А, Э55, Э60.
Наиболее востребованными и ходовыми марками являются:
- Электроды с основным покрытием УОНИ-13/45 применяются для сварки конструкций ответственного назначения из углеродистых и низколегированных сталей. Достоинства: шов обладает стойкостью к образованию трещин и высокими качественными характеристиками.
- ТМУ-21У используются для ручной дуговой сварки ответственных конструкций. Преимущества: состав обмазки электродов гарантирует хорошее качество сварки исоединения; небольшой уровень разбрызгивания; стабильность дуги; легкая отделимость шлака.
- УОНИ-13/55У предназначены для сварки арматуры ванным способом. Данная марка незаменима для обеспечения качественной сварки.
- Если исполнитель располагает сварочным аппаратом инверторного типа, то для сварки арматуры понадобится электроды марок АНО-21 и МР. Основные достоинства: доступность данных сварочных материалов, возможность осуществления сваривания по ржавчине, сварка может выполняться во всех пространственных положениях (кроме МР-3).
- Практика показывает, что электроды ОЗС-12 являются одним из лучших вариантов для работы с арматурой. Плюсы: возможна сварка изделий с небольшим количеством ржавчины; рутиловая обмазка предотвращает образование пор и предохраняет шов от попадания шлаков и окислений; высокая прочность соединений.
Сварка ванным способом
Состыковка ванным способом применяется в том случае, если сечение арматурных прутьев достаточно большое и достигает до 10 см.
С помощью ванной состыковки крепятся фланцы к металлическим трубам, соединяются многогрядные арматурные полые «столбы» каких-либо сооружений, а также изготавливаются другие арматурные каркасы.
Преимущества
Изделия, изготовленные ванным способом, получаются особенно прочными, а также надежными.
Преимущества такой технологии изготовления:
- В процессе работы используется обычное сварочное оборудование.
- Отпадает необходимость поворачивания конструкции. Работа может осуществляться под различными углами, что очень удобно.
- С помощью гамма-лучей можно проверить качество сварочных швов.
Особенности сварки
К особенностям ванного метода можно отнести следующие:
- Состыковка прутьев, а также элементов конструкций должна быть выполнена максимально точно. Минимальное значение отклонения не должно превышать 0,05 диаметра. Для этого конструкции собирают в кондукторах, которые позволяют фиксировать изделие и, тем самым, избежать отклонений в соединении выпусков арматуры.
- Ванная сварка дает возможность производить состыковку прутьев как вертикально, так и горизонтально.
Таким образом, есть несколько методов соединения армирующих прутов. Сварочная состыковка является наиболее надежным вариантом. В свою очередь, этот процесс также можно осуществлять различными способами, что дает возможность выбрать наиболее подходящий. Он обеспечит качественную сварку изделия.
Технология стыковки и соединения ручной дуговой сваркой
При выполнении сварки арматурных стержней важно правильно выбирать оборудование и расходные материалы, тщательно проверять и контролировать их качество.
Следует учитывать особенности проведения работ, перечисленные ранее. При предъявлении повышенных требований к готовому изделию, нужно качественно выполнять каждое сварное соединение. Потому как даже один ненадежный шов может привести к неравномерному распределению нагрузки и повреждению всей металлической конструкции.
В отдельных случаях для повышения жесткости конструкции необходимо приваривать дополнительные ребра. Они повлияют на прочность в лучшую сторону.
Полезное видео
Предлагаем посмотреть ролик, но обязательно просим учесть сказанное выше про сварку ответственных конструкций и проектную документацию.
Меры безопасности
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и краги.
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Как следует осуществлять на высоте
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение; если его нет – следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;
Классы арматуры и электроды
Существует большое разнообразие классов арматурных стержней. Наиболее распространенным типом является А500С. Буква “А” в обозначении подразумевает, что это горячекатаная сталь, число 500 указывает на предел текучести, “С” – арматура свариваемая. Преимущества данного типа арматуры:
- сварка арматуры А500С может осуществляется электродуговым способом;
- улучшенная прочность и пластичность;
- отсутствие хрупких мест;
- достаточно низкая себестоимость.
Электроды для сварки арматуры А500С должны быть предназначены для работы с низкоуглеродистыми сталями. Кроме этого, для данного материала следует применять сварочные материалы следующих типов: Э42А, Э46А, Э50А, Э55. Выбор электрода зависит от того, какой метод сварки исполнитель будет применять.
Ещё один востребованный класс – А400. Данный вид металлопроката также является горячекатаным, предел текучести составляет 400 МПа.
Следует отметить, что сварка арматуры А400 не производится.
Если существует необходимость в осуществлении сварных соединений, то следует использовать А400С – одну из разновидностей А400. Арматура А400С была создана с целью удешевления производства, а также для уменьшения количества отходов. Применяется, в основном, в малоэтажном строительстве, при обустройстве дорожного полотна и при изготовлении железобетонных конструкций.