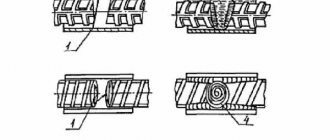
Разновидности традиционных и современных соединений арматурных стержней
Действующие технические регламенты различают три вида соединений арматуры:
- соединение внахлест без использования сварки с определением длины перепуска расчетным путем в зависимости от диаметра и класса:
- прямой арматуры периодического профиля;
- то же с креплением накладки или поперечных стержней по длине нахлеста;
- с крюками, лапками, петлями на конце стальных профилей;
- сварные стыковые соединения, где тип узла, а также обозначение сварочного шва определяется применительно к технологии сварки, условиям эксплуатации монолитной конструкции;
- соединение, использующее специальные соединительные муфты.
Сварные и нахлесточные соединения практикуются давно, они стали уже классикой бетонных работ со своими плюсами и минусами (дороговизна, время, перерасход металла). Между тем, технологии МСА уже не первое десятилетие доказывают свою эффективность на объектах России, ближнего и дальнего зарубежья, постепенно становясь массовыми.
Соединение арматуры без сварки
Соединения стержней арматуры в арматурном каркасе делятся на два типа: стыковые и крестообразные. Оба вида соединений допускается выполнять без применения сварки. Крестообразные соединения выполняются посредством вязки отожженной проволокой или с применением соединительных элементов (пластмассовых или проволочных фиксаторов). Подробнее этот процесс описан в статье «Вязка арматуры».
Бессварочные соединение стыков арматуры в соответствии с нормативными документами (п. 2.102 СНиП 3.03.01-87 «Несущие и ограждающие конструкции») следует производить:
- внахлестку – «соединение арматурных стержней по их длине без сварки путем заведения конца одного арматурного стержня относительно конца другого» (Приложение Б СНиП 52-01-2003);
- с использованием обжимных гильз и винтовых муфт.
Бессварочное стыковое соединение внахлестку
В соответствии с п. 8.3.26 СП 52-101-2003 без применения сварки стыки внахлестку выполняются:
- с прямыми концами (только для стержней периодического профиля);
- с прямыми концами стержней с приваркой или установкой на длине нахлестки поперечных стержней;
- с загибами на концах (лапки, крюки, петли). Для гладких стержней возможно применение только крюков и петель.
Соединение арматуры не следует размещать в местах наибольшего напряжения. В соответствии с п. 8.3.27 СП 52-101-2003 стыкование внахлестку без сварки можно применять для стержней рабочей арматуры с диаметром не более 40 мм
.
Длина перепуска (нахлестки) для стыков арматуры
Минимальная длина определяется двумя путями: расчетным и по графикам. В нормативных документах можно найти 2 варианта:
Вариант 1: в соответствии с п. 2.46 Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона (без предварительного напряжения) (Москва Стройиздат 1978):
- по формуле: lн=(mн*( sа/ R
пр) + Dλн)d,
где sа — напряжение в арматуре в месте стыка внахлестку с наиболее напряженной стороны.
Значения m
н и Dλн, а также минимальные значения
l
н и λн для определения длины стыка арматурных стержней внахлестку приведены в таблице:
| Условия работы стыка | стержней периодического профиля | гладких стержней | ||||||
| Dλн | m н | λн | l н, мм | Dλн | m н | λн | l н, мм | |
| не менее | не менее | |||||||
| Стык в растянутом бетоне | 11 | 0,9 | 20 | 250 | 11 | 1,55 | 20 | 250 |
| Стык в сжатом бетоне | 8 | 0,65 | 15 | 200 | 8 | 1 | 15 | 200 |
- по графикам:
Вариант 2: в соответствии с п. 6.1 (с учетом раздела 5) Пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва 2007):
- по формуле: ll
= α*
R
s
A
s/( η1η2
Rbt)u
s
*
(
As,cal
/
As,ef
),
где:
α — для растянутой арматуры — 1,2; для сжатой — 0,9;
R
s- расчетное сопротивление растяжению для данного вида арматуры (равно 355 МПа для арматуры класса А400 (A-III), 435 МПа для арматуры класса А500С);
A
s и
u
s — площадь и периметр поперечного сечения анкеруемого стержня (определяются по номинальному диаметру стержня); η1 – коэффициент влияния вида поверхности арматуры, принимается равным: 1,5 — для гладкой (класс А240); 2,0 — для холоднодеформированной периодического профиля (класс В500); 2,25 — для стержневой арматуры периодического профиля иностранного производства горячекатаной и термо-механически упрочненной, что соответствует требованиям зарубежных нормативных документов; 2,5 — для периодического профиля производителей России по ГОСТ 5781-82, ГОСТ 10884-94, ГОСТ Р 52544-2006, СТО АСЧМ 7-93, ТУ 14-1-5254-94, кроме А500СП по ТУ 14-1-5526-2006; 2,8 — для класса А500СП по ТУ 14-1-5526-2006; η2 — коэффициент, влияния размера диаметра арматуры, принимается равным: 1,0 — при диаметре
d
s≤32; 0,9 — при диаметре 36 и 40 мм всех видов;
Rbt
— сопротивления бетона осевому растяжению;
As,cal
/
As,ef
— площади поперечного сечения арматуры, соответственно требуемая по расчету с полным расчетным сопротивлением и фактически установленная.
- по графикам:
Графики для определения длины нахлестки арматурных стержней периодического профиля в растянутом бетоне
Графики для определения длины нахлестки арматурных стержней периодического профиля в сжатом бетоне
Если сравнить графики варианта 1 и варианта 2, то увидим, что вариант 1 предусматривает меньшую длину стыкового соединение арматуры внахлестку. Это объясняется тем, что на момент написания «Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона (без предварительного напряжения)» (1978 год) в СССР в основном использовалась арматура с кольцевым периодическим профилем. На момент выпуска Пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (2007 год), в РФ наряду со стержнями с кольцевым профилем применялись арматурные стержни с
серповидным двухсторонним профилем («европрофиль»)
.
Об особенностях этих видов профилей подробнее можно прочитать в статье «Армирование фундамента: выбираем арматуру (продолжение)». Поэтому современные нормативные документы – это компромиссное решение для определения базовой длины анкеровки арматуры обоих видов профилей. Следует отметить, что нормы проектирования других стран (где преимущественно используется «европрофиль») предусматривают длину анкеровки арматуры в 1,3-2 раза выше, чем по строительным нормам РФ (см. раздел 1.1 Пособия).
Условия соединения арматуры внахлестку без сварки
В соответствии с п. 6.1 Пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва 2007) должны соблюдаться следующие условия:
- относительное количество стыкуемой в одном расчетном сечении элемента рабочей растянутой арматуры периодического профиля должно быть не более 50 %, гладкой арматуры (с крюками или петлями) — не более 25 %. Под «одним расчетным сечением элемента» понимают его участок длиной 1,3 l
вдоль стыкуемой арматуры (см. рисунок 1), т.е. стыки арматуры расположены в одном расчетном сечении, если центры этих стыков находятся в пределах длины этого участка; - усилие, воспринимаемое всей поперечной арматурой, поставленной в пределах стыка, должно быть не менее половины усилия, воспринимаемого стыкуемой в одном расчетном сечении элемента растянутой рабочей арматурой;
- расстояние между стыкуемыми стержнями рабочей арматуры не должно превышать величину, равную 4d;
- расстояние между соседними стыками внахлестку (по ширине железобетонного элемента) должно быть не менее 2d
и не менее 30 мм; - длина перепуска может быть уменьшена, но не более чем на 30 % — при наличии на концах стыкуемых стержней дополнительных анкерующих устройств (загиб концов стыкуемых стержней периодического профиля, приварка поперечной арматуры и др.);
- фактическая длина перепуска должна быть не менее 20d
и не менее 250 мм
.
В соответствии с разделом 3.2. справочного пособия «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) длина нахлестки (перепуска) арматуры должна быть не менее: 40d для класса А-I и А-II; 50d — для арматуры А-III
.
Tweet
Share
{lang: ‘ru’}
Рекомендуем:
Классификация Механических Соединений Арматуры
Действующими регламентами МСА классифицируются согласно способу и назначению соединения. Таким образом, соединения могут быть:
- резьбовым, за счет стыковочного цилиндра с внутренней конической или цилиндрической резьбой, соединяющей торцы, где уже выполнена резьба такого же профиля;
- опрессованным, когда торцы профилей соединяются стальным цилиндром, обжатым гидравлическим прессом, вследствие чего металл, из которого он изготовлен, вдавливается между ребрами периодического профиля;
- винтовым, при котором соединение производится муфтой, где внутри нарезан винтовой периодический профиль, аналогичный арматурному, а также контргайками, накрученными на стальные стержни;
- болтовым, где фиксация соединяемой арматуры происходит за счет болтов, вкрученных через стенку муфты в тело профиля, а их количество зависит от величины усилия, воспринимаемого соединением.
По назначению, согласно конструктивному решению соединительного элемента, МСА могут быть:
- стандартными, соединяющими арматуру одного диаметра, когда хотя бы одна из них может вращаться;
- переходными, аналогичными стандартным, но соединяющими арматуру разных диаметров;
- позиционными, соединяющими неподвижные концы стальных профилей;
- приварными: для стыковки арматурных каркасов и металлоконструкций.
Эти типы МСА изготавливаются отечественными и зарубежными производителями, они уже используются в практическом строительстве.
Система с конической резьбой
Соединение арматуры периодического профиля диаметром от 12 до 40 мм классов А400, А500 и А600 может производиться при помощи муфт «LENTON» с конической резьбой. В состав системы входят муфты:
- стандартные, для стержней одного диаметра, когда хотя бы одна из них может вращаться;
- переходные для стержней разного диаметра, когда хотя бы одна из них может вращаться;
- позиционные, соединяющие арматуру, не способную вращаться;
- приварные для присоединения стержней к металлоконструкциям. Внутри одного конца соединительного элемента нарезана коническая резьба, а другой подготовлен для сварки;
- концевые (анкерные), предназначенные для анкеровки арматуры железобетонных конструкций;
- комбинированные с конической и цилиндрической резьбой для болтового крепления стальных конструкций к бетонным.
Использование конической резьбы позволяет исключить возможность ее повреждения до полной стыковки. Соединение одинаково быстро может производиться для горизонтальных и вертикальных железобетонных конструкций. Для этого сначала накручивают муфту на один конец, затем второй заводят в муфту, после чего закручивают на 4 -5 оборотов с усилием от 40 до 350 Нм.
МСА на основе технологии «LENTON» применялись при армировании монолитных железобетонных конструкций высотных офисный зданий комплекса «Москва-Сити», «Абу-Даби Плаза» (Астана), Центрального участка Западного скоростного диаметра, комплекса «Лахта Центр» (Санкт-Петербург), Ленинградской, Белоярской АЭС, вантового моста «Золотой Рог» (Владивосток), олимпийского стадиона «Фишт» (Сочи), других объектов.
Возможности системы «LENTON» позволили разработать криогенные муфты, использованные при армировании бетонных конструкций резервуаров для хранения сжиженного газа при температуре 160°С. Применение таких элементов позволило не прекращать арматурные работы в зимних условиях при температуре ниже -40° на строительстве , благодаря чему работы были выполнены в намеченные сроки.
Сборка и сварка стержней арматуры
В бетонных конструкциях армирование
должно предусматриваться:
- в местах резкого изменения размеров сечения элементов
; - в местах изменения высоты стен
(на участке не менее
1 м
); - в бетонных стенах под и над проёмами
каждого этажа; - в конструкциях
, подвергающихся воздействию динамической нагрузки.
Для железобетонных
слабо армированных
элементов растянутой зоны
—
площадь сеченияпродольной растянутой арматуры
должна быть увеличена не менее чем
на 15%
.
Конструктивная арматура
не предусматривается, если согласно расчёту
с учётом сопротивления растянутой зоны бетона
, арматура не требуется и опытом доказана возможность транспортирования и монтажа таких элементов без арматуры.
Для фундамента тоже нужно правильно выбрать арматуру
ВНИМАНИЕ! При сборке арматурных каркасов
должна строго соблюдаться
соосность стержней
. Смещение не должно превышать
0,1d
, а перелом в месте стыка — не более
3°
.
Соответствие расположения арматуры
её проектному положению должно обеспечиваться установкой пластмассовых
фиксаторов, шайб
из мелкозернистого бетона и т. п.
ЧИТАТЬ ТАКЖЕ: Ремонт гидроизоляции фундаментов и стен подвалов
В местах пересечения арматуры в каркасах
:
- стержни штучной арматуры
до
d=25 мм
скрепляют точечной сваркой, перевязкой вязальной проволокой или с помощью специальных соединительных элементов, а
стержни d=25 мм и выше
— при помощи дуговой сварки; - для получения крестовых соединений двух или трёх пересекающихся стержнейd=3…40 мм
из стали класса
A-I, A-II, A-III
и проволоки
d=3…8 мм
классов
B-I и Bp-I
применяют точечную контактную сварку.
ВНИМАНИЕ! Перевязкой и сваркой должно быть соединено не менее 50% всех пересечений
, в том числе обязательно пересечение
стержней с хомутами (в углах)
.
Длина выпусков арматуры
из тела бетона между стыкуемыми стержнями должна быть не менее
150 мм
при нормальных зазорах и
100 мм
при использовании вставки.
При увеличенных зазорах между стыкуемыми стержнями
допускается применение одной вставки из арматуры того же класса и диаметра.
Минимальные расстояния
в свету
между стержнями арматуры
по высоте и ширине сечения должны:
- обеспечивать совместную работу арматуры с бетоном и назначаться с учётом удобства укладки и уплотнения бетонной смеси;
- для предварительно напряженных конструкций
должны также учитываться степень местного
обжатия бетона
и габариты натяжного оборудования (домкратов, зажимов и т.п.).
В элементах
, изготовляемых с помощью штыковых вибраторов, должно быть обеспечено свободное прохождение между арматурными стержнями наконечников вибраторов, уплотняющих бетонную смесь.
Расстояния в свету между отдельными стержнями продольной ненапрягаемой арматуры
, а также между
продольными стержнямисоседних плоских сварных каркасов
должны приниматься
не менее наибольшего диаметра стержней
, а также:
а) если стержни при бетонировании
занимают
горизонтальное или наклонное
положение — не менее:
- для нижней арматуры
— не менее
25 мм
; - для верхней арматуры
— не менее
30 мм
; - при расположении нижней арматурыболее чем в два ряда по высоте
расстояние
между стержнями в горизонтальном направлении
(кроме стержней двух нижних рядов) должно быть —
не менее 50 мм
;
б) если стержни при бетонировании
занимают
вертикальное положение
— не менее
50 мм
; при систематическом контроле фракционирования
заполнителей бетона
это расстояние может быть уменьшено
до 35 мм
, но при этом должно быть не менее
полуторакратного наибольшего размера крупного заполнителя
.
При стесненных условиях
допускается располагать
стержни арматуры попарно
(без зазора между ними).
ПРИМЕЧАНИЕ: Расстояние в свету между стержнями периодического профиля
принимается
по номинальному диаметру
без учета выступов и рёбер.
При армировании неразрезных плит
сварными рулонными сетками
допускается вблизи промежуточных опор все
нижние стержни
переводить
в верхнюю зону
.
Расстояния между осями рабочих стержней
в средней чести пролёта плиты и над опорой
(вверху) должны быть не более
200 мм
при толщине плиты
до 150 мм
и не более
1,5h
при толщине плиты
свыше 150 мм
, где
h
— толщина плиты.
Стержни периодического профиля
, а также
гладкие стержни
,
в сварных каркасах и сетках
, выполняются
без крюков
.
Растянутые гладкие стержнивязаных каркасов и сеток
должны заканчиваться
крюками, лапками или петлями
.
У всех поверхностей железобетонных элементов
, вблизи которых ставится
продольная арматура
, должна предусматриваться также
поперечная арматура
, охватывающая
крайние продольные стержни
. При этом расстояния между
поперечными стержнями
у каждой поверхности элемента должны быть
не более 600 мм
и не более
удвоенной ширины грани элемента
.
Поперечную арматуру
допускается не ставить
у граней тонких рёбер
изгибаемых элементов (шириной
150 мм
и менее), по ширине которых располагается лишь
один продольный стержень или сварной каркас
.
При армировании внецентренно сжатых элементов
плоскими сварными каркасамидва крайних каркаса
(расположенные у противоположных граней) должны быть соединены друг с другом для образования
пространственного каркаса
. Для этого у граней элемента, нормальных
к плоскости каркасов
, должны ставиться
поперечные стержни
, привариваемые контактной сваркой
к угловым продольным стержням каркасов
, или установлены
фиксаторы
(рис.4), связывающие эти стержни, на тех же расстояниях, что и поперечные
стержни плоских каркасов
.
В арматурных элементах
, работающих на изгиб с кручением,
вязаные хомуты
должны быть замкнутыми с надёжной анкеровкой по концам. А
при сварных каркасах
— все
поперечные стержни
обоих направлений должны быть приварены
к угловым продольным стержням
, образуя
замкнутый контур
. При этом должна быть обеспечена
равная прочность соединений и хомутов
.
ЧИТАТЬ ТАКЖЕ: Рекомендации при ремонте фундамента и подвала в доме
Защитные покрытия арматуры
(если они предусмотрены проектом) наносят согласно
СНиП 3.03.01-87
. Целостность
защитного слоя арматуры
проверяют перед бетонированием, обнаруженные дефекты устраняют.
Система «Dextra Bartec» с параллельной резьбой
Муфтовое соединение «DEXTRA Bartec» от ГК ПСК обеспечивает равнопрочный стык арматуры диаметром от 12 до 65 мм за счет использования муфты с внутренней метрической резьбой, соединяющей концы стержней с нарезанной резьбой такого же профиля. Основной элемент системы — муфты «БАРТЕК»:
- стандартные, соединяющие стержни одного диаметра при возможности вращения хотя бы одного конца;
- переходные для стыковки арматуры разных диаметров при возможности вращения хотя бы одного конца;
- позиционная, когда ни один конец стержня не может вращаться. В этом случае куплер полностью накручивается на один конец, а после стыковки выкручивается, соединяя оба конца. Для уменьшения области ослабленного сечения резьба выполняется в следующей последовательности:
- обрезка стержней по длине;
- увеличение начального диаметра конца с использованием холодной прессовки;
- накатка метрической резьбы на распрессованном конце.
- МСА с метрической резьбой позволяет армировать стены, колонны, а также балки, плиты.
Система «Bartec» доказала свою эффективность при реконструкции Октябрьского туннеля, прокладке линий казанского метрополитена, возведении Белорусской, Курской и Нововоронежский АЭС, жилых домов и общественных зданий Москвы, Казани и городов ЮФО, а также при строительстве первой бангладешской АЭС «Руппур» и других особо сложных объектов.
Система «PRESKO» с обжимными муфтами
Система МСА «PRESKO» формирует стыки арматуры диаметром от 18 до 40 мм при помощи стандартных и переходных муфт, соединяющих концы стержней одного или разного диаметра путем их обжатия без предварительной подготовки торцов. При обжатии, металл соединительного элемента заполняет перепады периодического профиля, образуя тем самым равнопрочный стык. Такой стык более экономичен относительно соединений с перепусками, а по сравнению с ванной сваркой он менее трудоемок, а также не требует для исполнения специалиста высокой квалификации.
Устройство стыка при помощи обжатия муфт состоит из двух операций:
- установки соединительного элемента «ПРЕСКО» на месте стыка в проектное положение;
- обжатие стыка с использованием мобильной гидравлической установки.
Обжимные муфты PRESKO применялись при возведении столичного БЦ «Ханой-Москва», футбольных стадионов «Ростов-арена», комплекса «ВТБ-арена», объектов города-спутника Казани «Иннополис», башни «Akhmat Tower», ТРЦ «Грозный Молл» в столице Чечни.
Сборка и сварка монтажных соединений стальных конструкций
Свариваемые поверхности конструкции
и рабочее
место сварщика
должны иметь защиту от дождя, снега, ветра. При температуре окружающего воздуха ниже -10°С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже -40°С — оборудовать тепляк.
Колебания напряжения питающей сети электрического тока
, к которой подключено сварочное оборудование, не должны превышать
±5% номинального значения
.
Оборудование
для автоматизированной и ручной
многопостовой сварки
следует питать от отдельного фидера.
Типы сварных соединений
и способы сварки
арматуры и закладных деталей
следует назначать с учётом условий эксплуатации конструкции, свариваемости стали, технико-экономических показателей соединений и технологических возможностей предприятия-изготовителя в соответствии с ГОСТ 14098-85.
Сварку конструкций
при укрупнении и в проектном положении следует производить после проверки правильности сборки.
Для сварки стержней
из стали
всех классов, кроме A-I
, применяют электроды марки
УОНИ 13/55У
или аналогичные:
- арматуру до d=36 мм
сваривают электродами
d=4…5 мм
, - арматуру d=40 мм и выше
— электродами
d=5…6 мм
.
Сварку выполняют без перерыва до полной заварки стыка, обязательно заплавляя кратеры
. Затем заваривают фланцевые швы.
Сила тока при ручной сварке
колеблется от
220А
при
d=20 мм
, до
330А
при
d=40 мм
.
Размеры сварных фланговых швов
должны быть:
- высотой h=0,25d
, но не менее
4 мм
, - шириной b=0,5d
, но не менее
10 мм
.
Кромки свариваемых элементов
стальных каркасов
в местах расположения швов и прилегающие к ним поверхности необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т. п.:
- при ручной или механизированной дуговой сварке
— шириной не менее
20 мм
; - при автоматизированных видах сварки
— не менее
50 мм
; - а также места примыкания начальных и выводных планок
.
Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
ВНИМАНИЕ! Ручную и механизированную дуговую сварку конструкций
разрешается выполнять без подогрева при температуре окружающего воздуха, приведенной в
СНиП 3.03.01-87
. При более низких температурах
сварку
надлежит производить с предварительным местным подогревом стали до
120…160°С
в зоне шириной
100 мм
с каждой стороны соединения.
Таблица 1: Разрешается выполнять при температуре окружающего воздуха ручную и механизированную дуговую сварку конструкций без подогрева.
| п/п | Толщина свариваемых элементов | Минимально допустимая температура окружающего воздуха при сварке конструкций | ||||
| решетчатых | листовых объемных и сплошностенчатых | решетчатых | листовых объемных и сплошностенчатых | решетчатых и листовых | ||
| из стали | ||||||
| углеродистой | низколегированной с пределом текучести, Мпа (кгс/мм²) | |||||
| <390 (40) | >390 (40) | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | <16 мм | -30°С | -30°С | -20°С | -20°С | -15°С |
| 2 | 16 мм <25 мм | — | — | — | — | 0°С |
| 3 | 16 мм <30 мм | -30°С | -20°С | -10°С | 0°С | При толщине более 25 мм предварительный местный подогрев производить независимо от температуры окружающего воздуха |
| 4 | 30 мм <40 мм | -10°С | -10°С | 0°С | 5°С | |
| 5 | >40 мм | 0°С | 0°С | 5°С | 10°С | |
Автоматизированную дуговую сварку
под флюсом разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл.2.
Таблица 2: Разрешается выполнять при температуре окружающего воздуха автоматизированную дуговую сварку под флюсом конструкций без подогрева.
| п/п | Толщина свариваемого элемента | Минимально допустимая температура окружающего воздуха при сварке конструкций из стали | |
| углеродистой | низколегированной | ||
| 1 | 2 | 3 | 4 |
| 1 | <30 мм | -30°С | -20°С |
| 2 | >30 мм | -20°С | -10°С |
Швы соединений
листовых объёмных и сплошностенчатых конструкций толщиной более
20 мм
при
ручной дуговой сварке
надлежит выполнять способами, обеспечивающими уменьшение скорости охлаждения сварного соединения:
- секционным обратноступенчатым,
- секционным двойным слоем,
- каскадом,
- секционным каскадом.
При двусторонней ручной
или механизированной
дуговой сварке
стыковых, тавровых и угловых соединений с полным проплавлением необходимо перед выполнением шва с обратной стороны удалить его корень до чистого бездефектного металла.
При вынужденном перерыве в работе механизированную дуговую или автоматизированную дуговую сварку под флюсом
разрешается возобновить после очистки от шлака кратера и прилегающего к нему концевого участка шва длиной 50…80 мм. Этот участок и кратер необходимо полностью перекрыть швом.
ЧИТАТЬ ТАКЖЕ: Выдерживание бетона: метод выдерживания бетона
Поверхности свариваемой конструкции
и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла.
Качество прихваток
, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений.
Дефектные участки
сварных швов надлежит, как правило, удалять одним из способов:
- механизированной зачисткой (абразивным инструментом)
- или механизированной рубкой.
Все ожоги поверхности
основного металла сварочной дугой следует зачищать абразивным инструментом
на глубину 0,5…0,7 мм
.
Основные типы сварных швов
, конструктивные элементы и размеры сварных соединений из сталей, выполняемых ручной и дуговой сваркой установлены ГОСТ 5264-80 и ГОСТ 11534-75.
Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных
и
соединительных изделиях
железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.
Сварные соединения
стержневой арматуры и арматурной проволоки диаметром
3 мм и более
, сварные соединения
стержневой арматуры с прокатом
толщиной
от 4 до 30 мм
, выполняемые при изготовлении
арматурных
и
закладных изделий
железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций, должны удовлетворять требованиям ГОСТ 14098-91.
Система на болтовых муфтах «LENTON LOCK»
Система МСА на болтовых муфтах «LENTON LOCK» производства американской (Pentair) универсальна. Она может использоваться для стыковки арматурных стержней диаметром от 12 до 44 мм периодического профиля или гладкой, на заводе или на стройплощадке, одинакового или разного диаметра без предварительной подготовки торцов. Соединение производится путем зажима торцов вертикальной или горизонтальной арматуры в стандартной или переходной муфте болтами, вкрученными в стенку стального цилиндра, при этом головки болтов самосрезаются при достижении требуемой величины момента закручивания. В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
МСА на муфтах «LENTON LOCK» уже доказали возможность применения отечественными строителями на объектах Новополоцкого НПЗ, при армировании монолитных конструкций комплекса небоскребов «IQ-quarter», при реконструкции и расширении МКАД, а также на других объектах.
Бессварочные методы соединения арматуры
При монтаже арматуры
из отдельных стержней, усилении
сеток и каркасов
дополнительными стержнями крестовые соединения стержней арматуры, в местах их пересечения следует скреплять вязальной проволокой или с помощью проволочных фиксаторов (рис.5).
Фиксаторы
выполняют из проволоки марки П-I или П-II диаметром d=1,6…1,8 мм. С их помощью могут выполняться одно- и двусторонние
соединения
арматурных стержней диаметром d=5…32 мм. Фиксаторы изготавливают на универсально-гибочном станке, оснащённом специальной оснасткой.
Концы стержней
в бессварных соединениях из арматуры гладкого профиля в растянутой зоне делают
с крюками
, а из стали периодического профиля —
без крюков
. В местах стыкования стержни должны быть связаны проволокой двойным узлом.
Расстояние между стыками
, расположенными
в разных сечениях каркаса
, должны быть не менее длины нахлёстки или полунахлёстки.
Стыки арматуры
не должны совпадать с местами изгиба стержней.
Расход стальной проволоки
d=1 мм…1,5 мм для вязки
1 тн арматуры составляет
4…5 кг
, при диаметре стержней свыше d=25 мм их следует
скреплять дуговой сваркой
.
Длину перепуска вязальных арматурных сеток и каркасов
в рабочих стыках, выполняемых внахлёстку без сварки, в растянутой зоне — из стержней с номинальным диаметром d согласно табл.4.
Системы с использованием муфт «Flimu» (DSI), «GEWI»
Система МСА «Flimu» предполагает обжатие торцов стыкуемых профилей соединительной муфтой вследствие протягивания по ней специального обжимного кольца. Внутренний размер кольца меньше наружного размера соединительного цилиндра, что заставляет металл, из которого она изготовлена, заполнять профиль. Для протягивания кольца используется ручное оборудование, разработанное специально для использования в построечных условиях. Немецкая система «GEWI» основана на использовании высокопрочных стержней с левосторонней трапецеидальной резьбой по всей длине. Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Какие соединения арматуры лучше для ПГС?
Большую работу по внедрению инновационных МСА в массовое строительство России и стран Таможенного союза выполняет НИИЖБ им. Гвоздева и группа (ГК ПСК). Ими совместно была разработана проектная, а также технологическая документация на использование ряда систем МСА при производстве арматурных работ, в т.ч. на особо опасных, технически сложных, уникальных объектах. Каждая из них уже имеет опыт практического использования на жилых, складских, промышленных зданиях, мостах, эстакадах, возведенных в России и за рубежом.
Разнообразие уже построенных с использованием МСА объектов, показывает применимость этих технологий для использования в массовом строительстве при армировании конструкций различного назначения, воспринимающих практически любые усилия, а самое главное — ГК ПСК гарантирует увеличение скорости всего комплекса арматурных работ при внедрении любой из выбранных технологических систем. Обученные инженеры-арматурщики ПСК не только помогут с внедрением выбранной технологической системы, но и готовы выполнить все работы по нарезке или накатке резьбы на арматуру на собственном оборудовании.