Плюсы и минусы графита
Графитовые электроды в отличии от расходников из других материалов обладают очень весомым преимуществом: они пропускают электричество, не плавясь при этом. Это основное достоинство, которое и предопределяет их выбор для выполнения работ. Графитовые электроды производятся обычными или омедненными, с разными по длине и форме наконечниками.
Наиболее весомые характеристики расходных материалов из графита:
- продукция представлена в торговой сети большим ассортиментом;
- стоимость расходных материалов невысокая;
- малый расход электрода при использовании;
- быстро разогреваются до температур, при которых плавятся металлы;
- при выполнении сварочных работ инвертором для разжигания дуги требуется небольшой ток – 5-10 ампер.
Необходимо подчеркнуть, что сварочный шов, сформированный с применением графитовых электродов, устойчив к воздействию высоких температур, невосприимчив к коррозии. Помимо этого, медная проволока не дает трещин во время сваривания. Графитовые электроды дают возможность качественно соединять не только медные, но и алюминиевые провода.
Однако им свойственны не только преимущества, но и недостатки:
- сварочное соединение с помощью графитовых является достаточно сложным технологическим процессом из-за небольшого диаметра – 6 мм;
- применение графитовых расходных материалов повышает содержание углерода в заготовках. По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
- конкретный вид наконечника электродов пригоден для выполнения небольшого перечня операций. Поэтому необходим ассортимент расходных материалов в случаях, когда планируется выполнение различных видов работ.
Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
- Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности. Другими словами, минус подается на электрод.
- При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
- При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
- Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
- Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики. Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
- в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.
Графитовые и угольные электроды для сварки медных проводов
- 08 декабря
- 59 рейтинг
Все чаще монтаж электропроводки не обходится без угольного электрода для сварки медных проводов. Такой способ — альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.
Благодаря своим техническим характеристикам графитовые электроды медленнее расходуются, легко режутся, не растрескиваются при сварке.
Как правило, сварка проводов ведется в распределительных коробках. Расположены они довольно высоко, поэтому для работы нужно использовать переносное сварочное оборудование. Существуют промышленные аппараты для этой цели, использование которых целесообразно на профессиональном уровне. Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Виды электродов для сварки медных проводов
Классификация электродов для сварки.
Сварка меди должна осуществляться специализированными электродами. Об угольном уже упоминалось. Кроме него, существуют графитовые электроды. Нужно сказать, что в этом качестве могут выступать угольные щетки коллекторных двигателей, стержни элементов питания и подобные им изделия. Они полноценно заменяют электроды из магазина, разве что на них нет омеднения, но для этих приспособлений придется сконструировать более удобные держатели. Самодельные зажимы типа «крокодил» и для электрода, и для подключения массы не будут так громоздки, как штатные, поэтому ими гораздо легче пользоваться при работе в распределительных коробках. Конечно же, необходимо позаботиться и о надежной изоляции их ручек.
Угольные и графитовые электроды обладают сходством в главном: и у тех, и у других температура плавления более чем в 3 раза превышает температуру плавления меди. Благодаря этому обстоятельству их расход при монтаже электропроводки крайне низок. В то же время электроды нагреваются до высоких температур практически мгновенно, поэтому существует опасность перегрева свариваемого материала, что может привести к нарушению изоляции в кабелях. Все эти факторы необходимо учитывать сварщику, чтобы быть достаточно расторопным при выполнении работы, ведь нескольких мгновений хватит и для того, чтобы надежно скрепить скрутку, и для того, чтобы привести в негодность часть проводки.
Вернуться к оглавлению
Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие — цена. Графитовые изделия более доступны.
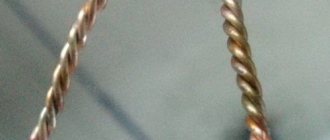
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
Вернуться к оглавлению
Что касается регулировки силы тока, то сварка проводов осуществляется в диапазоне от 30 до 120 А (в этих пределах работают практически все инверторные сварочные аппараты). В любом случае точный ток сварки придется подбирать опытным путем, так как:
Технология сварки медных скруток угольным электродом.
- Каждому инвертору присущи свои особенности.
- Напряжение сети может отличаться от 220 В.
- Химический состав медных проводов разных производителей может отличаться.
К тому же сварщику не помешает потренироваться, чтобы работа велась как можно быстрее и качественнее.
Тем не менее следует знать о значениях силы тока, при которых ведется соединение проводов различных сечений:
- При сваривании 2-х проводков диаметром 1,5 мм2 инвертор настраивается на 70 А.
- 3 провода такого же сечения варятся при токе от 80 до 90 А.
- Ток для сварки 3-х проводков диаметром 2,5 квадрата — 80-100 А.
- 4 провода по 2,5 мм2 свариваются с выставленной на аппарате силой тока от 100 до 120 А.
Вернуться к оглавлению
Чтобы предотвратить возможное оплавление изоляции кабеля, к основанию скрутки необходимо прикрепить металлический радиатор. Отводить избыток тепла от скрутки поможет зажим с большой поверхностью, улучшающей теплообмен. Желательно, чтобы радиатор был сделан из меди, так как у нее высокая теплопроводность.
Правила техники безопасности при сварочных работах.
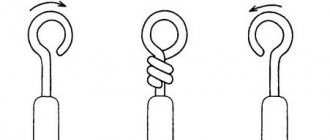
Процесс сваривания скрутки предваряет подготовительный этап, во время которого провода освобождаются от оболочек и изоляции. Длина оголенных сердечников должна быть не менее 10 см, тогда скрутка получится не короче 5 см.
Скручивая проводки, необходимо добиться, чтобы они как можно плотнее прилегали друг к другу. Также нужно следить за тем, чтобы их торцы в результате оказались на одном уровне, иначе какой-нибудь из проводков окажется вне сварного соединения. При необходимости конец скрутки откусывается бокорезами.
Вблизи радиатора к скрутке прикрепляется зажим «массы», после чего к кончику проводков подносится электрод. Время контакта не должно превышать 2 секунд. После его прерывания на скрутке получается небольшой наплыв сферической формы. Таким же образом свариваются остальные скрутки.
Вернуться к оглавлению
При работе необходимо соблюдать меры безопасности:
- Линия, на которой ведется сварка медных проводов, должна быть обесточена.
- Обязательно применение средств защиты (перчаток, спецодежды, спецобуви, маски).
- Место проведения работ должно быть очищено от предметов, которые могут загореться.
В распределительной коробке находятся как минимум 2 скрутки. Не стоит торопиться со сваркой следующей.
Чтобы не получить ожог, лучше дождаться, когда первая остынет.
После сваривания скрутки следует изолировать. Это можно сделать изолентой или термоусадочной трубкой. Последняя надевается на провода и подогревается феном. В результате трубка плотно облегает жилы проводки, создавая вокруг них надежную оболочку.
expertsvarki.ru
Сваривание алюминиевой проводки
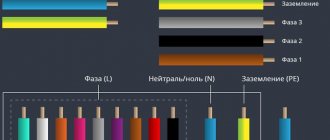
Графитовый электрод одинаково хорошо подходит для сваривания как медной, так и алюминиевой проводки. Работы по соединению алюминиевых жил выполняются под флюсом – защитным порошком, который при нагревании образует газовую защитную среду. Благодаря применению флюса сварные стыки защищены от контакта с кислородом и не окисляются в процессе работ.
Сила тока выставляется на оптимальное значение. Ток выпрямляется, проходя через диодный мост и фильтр пульсаций. Справедливости ради нужно отметить, что некоторые опытные специалисты могут выполнить такие работы переменным током. Им вовсе не обязательно подбирать нужные параметры опытным путем для выполнения работы. Но при этом качество соединения будет хуже, чем в случае применения постоянного тока.
Как правильно варить скрутку кабеля
Одной из первостепенных задач при сваривании скрутки является защита изоляции кабеля от плавления. Универсальное решение заключается в том, что к месту выхода скрутки с изоляции подсоединяется металлический радиатор. Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Перед началом сваривания скрутки требуется выполнения небольшого объема подготовительных работ. Если на изоляции есть лаковое покрытие, то его следует удалить. Скручивать жилы между собой следует максимально плотно. Важно, чтобы они очень тесно контактировали. Оптимальной считается длина скрутки порядка 5-6 сантиметров. Концы жил обрезаются на одинаковом расстоянии, чтобы обе части скрутки попадали в зону сварки.
В том месте, где радиатор контактирует с проводкой, подключается масса. Остается поднести электрод к краю скрутки. Контакт должен быть коротким. Вполне достаточно одной секунды, чтобы на краю скрутки сформировался омедненный шарик из расплава металлов. Точно так же свариваются и другие участки скрутки: методом кратковременного замыкания цепи при помощи графитового электрода.
Контактный способ
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Техника безопасности
Применение угольных (графитовых) электродов дает возможность получать надежные соединения металлов и создавать долговечные изделия. Важно во время выполнения работ придерживаться правил техники безопасности. Наиболее значимые из них:
- Подающийся к кабелям ток при завершении выполнения операций необходимо отключить. Это исключит случайное поражение электрическим разрядом в случае непреднамеренного прикосновения к неизолированному участку проводки.
- Сварочные работы следует выполнять только в специальной защитной одежде и обуви. Помимо этого, необходимо использовать средства индивидуальной защиты – маску, рукавица, отвороты и т.д., которые помогают уберечь глаза и участки тела от ожогов.
- На месте выполнения сварочных работ не должны присутствовать легковоспламеняющиеся материалы. Именно они становятся причиной возникновения пожаров на сварочной площадке.
- После завершения сварки скрутки нужно дать время на остывание проводки. Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
- Сваренные скрутки по завершению работ нужно изолировать. Для этого используется изолента или термоусадочные трубки.
Технология работ с медью
Перед сваркой меди необходимо заранее подготовить все оборудование, компоненты, проверить их исправность. Чтобы избежать, ожогов, травм, ухудшения зрения, сварочные работы надо производить в специальной робе, рукавицах, защитной маске.
Наготове должен быть огнетушитель. Только неукоснительное соблюдение правил безопасной сварки позволит вам получить требуемый результат. Для сварки меди мы будем использовать электроды двух видов – угольные и графитовые.
Угольные стержни из отработавших батареек могут стать им неплохой заменой. После того, как все оборудование проверено, выставляем требуемую нам силу тока.
Электропровода отличаются составом и качеством меди, поэтому подбирать параметры тока необходимо, учитывая это.
Если сварочный ток подобран правильно – дуга будет устойчивой, электродный стержень не будет залипать. Умение быстро подбирать параметры тока под характеристики свариваемого материала приходит с опытом.
Вот примерные характеристики тока для разных типов проводов:
Подготовка окончена, можно приступать к сварке. Для начала снимем изоляцию кабеля на расстоянии 7-10см. Затем провода из нескольких жил скручиваются.
Образовавшуюся скрутку аккуратно подрезаем, оставляем около 5 сантиметров, на ней размещаем зажим из меди. Его функция – отвод избыточного тепла. Также подключаем массу (заземление).
Подносим электродный стержень к скрутке и варим в течение нескольких секунд, до образования на конце скрутки медного шарика. Сваривать надо аккуратно, не повреждая изоляцию.
Затем ждем, пока провода остынут и изолируем, используя для этого изоленту или специальную термоусадочную трубку.
При таких работах медный наконечник, удерживающий электродный стержень и подающий на него сварочный ток, быстро изнашивается и теряет функциональность.
Его задача – плотно держать электрод, от этого зависит качество сварки. В случае износа его следует заменить.