Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Это интересно: Сварка нержавейки и черного металла: электродом и полуавтоматом
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Схема соединения
Схема соединений в распаечной коробке предельно проста:
- к фазной, нулевой и заземляющей жилам питающего кабеля подсоединяют соответствующие сердечники проводов, проложенных к розеткам;
- для светильников к фазе питающего кабеля подсоединяют одножильные провода, ведущие к выключателям;
- к нулевой жиле питающего кабеля подключают «нули», проложенные к светильникам;
- при необходимости для более рационального подсоединения к питающему кабелю подключают и провод, ведущий к следующей распределительной коробке, расположенной в другой части помещения.
Фаза на светильники заводится с выходного контакта выключателя.
Использование инверторного аппарата
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Инверторные аппараты
Самый надёжный вид соединения электрических проводов – это сварка с использованием постоянного и переменного тока, напряжением от 12 до 36 В. Для осуществления сварки электрики всё чаще применяют инверторные сварочные аппараты. Они экономные, лёгкие, удобные при переноске и в работе. Для сваривания проводов можно использовать графитовые или простые угольные стержни от батарейки. На аппарате можно установить режим тока, с учётом диаметра и количества свариваемых проводов
Как выбрать аппарат
Предпочтение отдаётся сварочному инвертору. Главными его достоинствами являются: широкий диапазон, возможность мягкого регулирования тока, стабильность в работе, небольшие размеры и вес.
Для сварки проводов можно выбрать универсальный инверторный аппарат. Аппарат этот самый современный. Таким аппаратом можно выполнять всевозможную сварку, и не только проводов. При выборе аппарата надо смотреть на источник питания, его мощность. Для работ дома подойдёт аппарат, мощность которого 4 – 5 кВт., с силой тока до 160 А. Желательно, чтобы имелся «горячий старт». Он нужен для защиты от залипания при сварке и к перепадам напряжения. Такой аппарат пригодится и для сварки проводов, и для выполнения других сварочных работ в быту. Ещё одно его достоинство – он прост в работе, не требует больших навыков. К недостаткам можно отнести его высокую цену.
На практике, электрики для сварки проводов применяют компактные, переносные, удобные при работе аппараты постоянного тока. Сварочные трансформаторы компактные и недорогие. Можно использовать трансформаторы мощностью 500 Вт и больше, и 25 В напряжения вторичной обмотки.
Сварочный аппарат для проводов своими руками
Хотите сделать аппарат для сварки проводов? Не знаете как? Делается это так. Приобретается сильный магнит и медный провод, изолированный стеклотканью или хлопком. Нужен он для сердечника трансформатора. Желательно, чтобы площадь его сечения была не больше 50 квадратных сантиметров. При желании, обмотку проволоки, также, можно сделать самому. Берётся нужный материал, наматывается на проволоку, покрывается электротехническим лаком и, первичная обмотка готовая. Сердечник делается П-образной формы для удобного наматывания проволоки. Он должен иметь стержневую конструкцию. Каркас катушки можно изготовить из текстолита или картона. Сверху, на первичную обмотку, наматывается вторичная обмотка. После нанесения обмотки на одну сторону катушки, она таким же образом, наносится на вторую половину. Если между слоями обмотки поместить картон или стеклоткань, то улучшится качество изоляции. Аппарат для сварки медных проводов подключается к сети для замера напряжения на вторичной обмотке. Оно должно быть около 60 В. Если оно намного больше или меньше, то путём уменьшения или увеличения обмотки, можно установить нужную величину напряжения. К первичной обмотке присоединяется кабель. Он должен быть двухжильный. Вместо него, можно применить провод внутренней прокладки. К выводам вторичной обмотке присоединяется ПРГ-провод. Первичная обмотка служит для получения по кабелю тока от электросети в 220 Вт. Вторичная обмотка используется, непосредственно, для сварки.
Все, кто в процессе электромонтажных работ хоть раз сталкивался с необходимостью соединения проводов, знают, насколько ответственным должен быть подход к этому делу. Главная задача — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.
Как известно из курса физики, чем слабее контакт, тем сильнее нагреваются проводники из-за повышения сопротивления. Следовательно, нужно добиться максимально прочного, практически монолитного, соединения электрических проводов. Это является обязательным условием для надежной и безопасной работы электроустановок.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:
Сварка алюминиевых проводов
- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.
Видео по теме: Простой способ сварки скруток
Свариваемость алюминиевых проводов
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
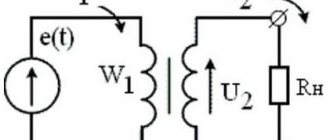
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Это интересно: Температура плавления латуни в домашних условиях
Сварка алюминиевых проводов
Автор:
Игорь
Дата:
30.06.2016
10399
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.
Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Какое соединение лучше?
Выбор соединения зависит от ряда критериев:
- материал проводов (одинаковый или разные);
- число проводов в соединении;
- диаметры проводов (одинаковый или разные);
- опыт и навыки мастера, наличие дополнительного инструмента;
- требуется ли разъемное соединение.
Для обывателя проще соединить провода клеммами или болтовым способом.
Первый, несмотря на относительно высокую стоимость клемм, более предпочтителен, поскольку болтовому соединению присущи большие размеры и не во всякой распаечной коробке оно поместится. Недостаток клемм — опасность наскочить на подделку либо неверно выбрать изделие по номинальному току.
Наиболее надежный, долговечный и качественный способ соединения — сварка. Но для этого требуется сварочный аппарат — довольно специфическое оборудование, имеющееся далеко не у каждого. Потому профессионалы зачастую выбирают опрессовку гильзами.
Пайку при организации соединений в распредкоробке практически не применяют по следующим причинам:
- крайне сложно паять провода, расположенные под потолком, особенно если их в соединении несколько;
- со временем сопротивление паяного соединения возрастает, что при свойственной силовым цепям большой силе тока дает ощутимый нагрев;
- легкоплавкий припой плавится при коротких замыканиях (КЗ) и даже перегрузке, вследствие чего контакт в соединении нарушается.
Пайку обычно применяют в слаботочных коммутационных линиях. Многие профессиональные электрики уважительно отзываются о СИЗах. Одна монтажная компания сообщает на своем сайте, что использует такие зажимы уже более 15-ти лет и они еще ни разу не подводили. Клеммы Wago сотрудники этой компании применяют только по настоянию заказчика, поскольку, по их мнению, пластмассовые детали этих изделий при длительной максимальной нагрузке зачастую оплавляются.
Для соединения алюминиевого и медного проводов требуется особая гильза — марки ГАМ или ГМА. Как свидетельствуют опытные электрики, найти ее в продаже бывает сложно.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
Сварка проводов инвертором
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
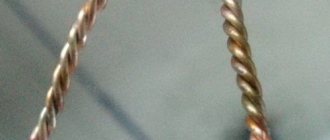
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Технология сваривания
Провода для электропроводки
Для сваривания жил проводов и кабелей применяют сварочные аппараты инверторного типа, которые выпускаются отечественными и зарубежными компаниями в большом ассортименте. Их достоинства известны. Это малый вес и габариты, возможность носить аппарат на ремне, что позволяет выполнять работы в распаячных коробках и щитовых, установленных на любом объекте. Дуга горит устойчиво, зажигается при малых значения тока и сварочный ток регулируется в широких пределах. Кроме того, такие аппараты потребляют незначительное количество электрической энергии.
Технология сварки аппаратами инверторного типа включает в себя выполнение следующих операций:
- удаление изоляции на длину до 10 см;
- подготовку проводников. Провода зачищаются до металлического блеска. Для этого используют наждачную бумагу или кордовую ленту. При необходимости выполняют обезжиривание;
- скручивание жил. Они скручиваются между собой на длину до 5 см;
- присоединение кабеля массы сварочного аппарата к скрутке;
- установки ручки регулирования силы тока аппарата при напряжении 12 ÷ 36 В в необходимое положение. Величина колеблется в пределах от 30 до 90 А и зависит от сечения провода (указывается в технологическом процессе на проведение сварки);
- прикасание электродом сварочного аппарата (угольными) к скрутке выполняют не более чем на 2 сек. В результате образуется сварочная дуга, а на конце скрутки монолитное соединение;
- выдержку до полного остывания;
- выполнение изоляции полученного соединения. Для этого используют липкую ленту или трубку термоусадочную.
Кроме того, чтобы поверхность сварного соединения не окислялась в процессе эксплуатации, ее для надежности покрывают лаком. После этого выполняют изоляцию лентой ПВХ или специальным колпачком. Полученное соединение прослужит длительный срок и не будет разрушаться.
Самодельный аппарат
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
В зависимости от того, что придется сваривать – алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант – соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Решение других задач
У соединения многожильных проводов существует ряд особенностей.
Соединение множества проводов
Выше были рассмотрены варианты соединения двух контактов. Если же речь идет о стыковке множества контактов, рекомендуется выбирать среди следующих вариантов (в порядке приоритетности — от лучшего способа к худшему):
- клеммных колодок Wago;
- опрессовки гильзами;
- пайки;
- скрутки;
- изоляционной ленты.
Правила стыковки указанными способами, а также их достоинства и недостатки рассмотрены выше.
Стыковка жил с разными сечениями
Чтобы объединить жилы неодинакового сечения в распредкоробке, понадобятся клеммные колодки Wago, хотя можно обойтись и стандартными клеммными колодками — последний вариант обойдется дешевле. При этом необходимо плотно зафиксировать жилы с помощью винта или рычага.
Обратите внимание! Если провода имеют не только разные сечения, но и произведены из различных металлов, понадобятся особые колодки, внутри которых есть специальный состав для предотвращения окислительных процессов. Подобные колодки имеются в ассортименте Wago
Жилы с различными сечениями можно закрепить и при помощи пайки.
Стыковка многожильных и одножильных проводников
Объединение проводников с одной и множеством жил осуществляется так же, как и всех остальных. В связи с этим можно выбрать любой из указанных выше способов, но наиболее приоритетными являются пайка или клеммы (лучше Wago).
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Такая продукция выпускается целой линейкой с разными сечениями. В сети имеется множество таблиц с изложением, какое именно сечение нужно брать при разных значениях силы тока в аппаратах.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток. Но основа в любом случае медная, это важное условие.
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Такие работы относятся к высшей степени ответственным с обязательными требованиями формирования идеальных сварочных швов.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
Современные оплетки медных жил производятся с учетом самых разных требований и разнообразных климатических условий.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью. В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках.
- Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ. Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.
Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Самостоятельное изготовление сварочного аппарата
Обычно в домашних условиях проще всего сделать агрегат для сварки проводов в распределительной коробке трансформаторного типа. Для этих целей могут понадобиться следующие материалы:
- трансформатор мощностью не менее 600 Вт, который имеет напряжение на вторичной обмотке около 30 В;
- для фиксации электрода нужны зажимы «крокодил»;
- алюминиевые соединительные кабели;
- для изменения напряжения понадобится регулятор;
- отвертки, плоскогубцы для выполнения соединительных операций.
Процесс самостоятельной сборки сварочного устройства лучше проводить людям, которые знакомы с электротехникой, чтобы правильно собрать схему прибора.
Основные этапы изготовления следующие:
- В первую очередь нужно подобрать корпус устройства, при этом необходимо уделить внимание его весу, чтобы аппарат в дальнейшем было легче перемещать.
- Между трансформатором и питающим проводом нужно установить выключатель, который будет осуществлять подачу тока и отключение агрегата.
- Подключить питающий провод к трансформатору.
- От вторичной обмотки трансформатора проводом большого сечения нужно подключить зажимное устройство и держатель электрода.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.
Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Выбор сварочного провода
Этот кабель служит для подачи тока в место, где происходит соединение деталей. Поскольку процесс наиболее важный, сварочные провода имеют высокие требования, перечислим основные из них:
- Изоляция должна быть сверхпрочной и выдерживать множество процедур скручиваний;
- Сечение провода должно быть стойкой к нагрузкам, которые создаёт инвертор;
- Токопроводящие жилы, должны быть в полимерной оплётке;
- База изоляции провода, должна быть изготовлена из шланговой резины;
- Провод должен быть стойким к механическим повреждениям, а также не проявлять слабость к химическим веществам и агрессивной среде.
Важный момент при соединении алюминиевых проводов сваркой
Из-за того, что алюминий имеет более низкую температуру плавления в сравнении с медью, в месте образования капли начинается разбрызгивание. В связи с этой особенностью необходимо использовать низкое напряжение дуги, то есть напряжение на электродах должно быть меньше 20В. Именно поэтому для сварки алюминиевых проводов, а также медных, идеально подходит аппарат для сварки скруток ТС 700-2, ведь здесь напряжение всего 18В.
Таким образом, ничего нового в 21 веке для соединения алюминиевых проводов не изобретено. Все также просто и привычно: сварка и флюс для алюминия. Вот только работать стало гораздо удобнее, благодаря специально разработанному трансформатору для сварки проводов ТС 700-2, справиться с которым сможет даже новичок, ну и более эффективному флюсу, который позволяет без особого труда сваривать алюминий.
Советы и рекомендации опытных монтажников
Для выполнения качественной сварки проводов в распределительной коробке не лишним будет прислушаться к советам опытных монтажников:
- Очистку проводов от изоляции нужно производить с особой аккуратностью, чтобы избежать повреждения жилы, которая в дальнейшем может сломаться.
- В процессе сварки скрутку необходимо располагать в вертикальном положении, чтобы металл плавился равномерно.
- Обязательно необходимо применять средства защиты при сварочных работах (защитную маску, термоустойчивые перчатки, специальную одежду).
- Новичкам желательно немного потренироваться на отдельных кусках проводов в различных режимах сварочного процесса.
Помните, что соединение проводов в электрической распределительной коробке методом сварки гарантирует наиболее качественный результат и в дальнейшей эксплуатации не создаст проблем с системой электропитания дома. Применение аппарата, сделанного своими руками, позволит достичь прочности соединительного контакта не хуже заводских моделей.
Сварка жил алюминиевых проводов и кабелей
Сварка жил алюминиевых проводов и кабелей. Общими требованиями к соединению и оконцеванию алюминиевых жил сваркой всеми способами являются: предохранение от пережигания отдельных проволок жил, защита изоляции от перегрева и повреждения, предотвращение растекания алюминия, защита изоляции от непосредственного действия пламени, защита алюминия от окисления в процессе сварки, защита места соединения и оконцевания от коррозии. С этой целью сварка производится только с торцов жил в вертикальном или слегка наклонном положении. Для отвода тепла применяют специальные охладители с комплектом сменных медных или бронзовых втулок, устанавливаемых на оголенные участки жил. Сварка во всех случаях производится в специальных формах. Во избежание растекания алюминия выходы жилы из формы уплотняют шнуровым асбестом. При газовой и термитной сварке для защиты изоляции от непосредственного действия пламени применяют дисковые стальные экраны.
Для защиты алюминия от окисления в процессе сварки и удаления пленки окиси алюминия с поверхности свариваемых жил применяют флюсы марок ВАМИ (хлористый калий 50%, хлористый натрий 30%, криолит 20%) и АФ-4А.
Места соединений и оконцеваний жил очищают от остатков флюса и шлаков, промывают бензином, покрывают влагостойким лаком и изолируют лентой или пластмассовым колпачком. Соединения электросваркой выполняются в стык или сплавлением концов жилы в общий монолитный стержень. При этом соединение в стык производится в два приема: сплавление концов жил в монолитный стержень и сварка монолитных участков соединяемых жил.
Соединение и ответвление однопроволочных алюминиевых жил сечением до 10 мм2 электросваркой выполняется с помощью клещей с угольным электродом без флюса, а также с флюсом. В первом случае сплавление концов жил в монолитный стержень производится в обойме, нагреваемой угольными электродами. Во втором случае расплавление концов, предварительно зачищенных, скругленных и покрытых флюсом, достигается непосредственно угольным электродом без обоймы до образования на торцах шарика расплавленного металла. В обоих случаях источником электроэнергии для сварки служит паяльный трансформатор мощностью 0,5 кет со вторичной обмоткой напряжением 6—9—12 в. Электросварка одножильных алюминиевых проводов, а также медных с алюминиевыми суммарным сечением до 10 мм2 выполняется стационарным полуавтоматическим сварочным аппаратом типа ВКЗ-1 при помощи сварочного пистолета (без флюса).
Соединение и оконцевание многопроволочных жил проводов и кабелей электросваркой. Наиболее удобным и эффективным способом электросварки соединений и оконцеваний является контактный разогрев угольным электродом от сварочного трансформатора напряжением 6—12 в (бездуговая сварка) соединяемых алюминиевых жил и оконцеваний наконечником. Соединение многопроволочных алюминиевых жил производят в два приема: сплавление концов соединяемых жил в монолитный стержень и сварка их в открытой форме. При оконцеваний конец жилы вводится в гильзу наконечника и сплавляется в общий монолитный стержень с верхней выступающей частью гильзы.
Этапы подготовки к сварке
Узнать, как научится варить электросваркой , не составит труда, а вот использовать полученные умения на практике сложнее. В первую очередь, важно усвоить, что всю работу разбивают на несколько этапов, которые включают:
- выбор инвертора и электродов;
- подготовка оборудования;
- сварочные работы.
Выбор инвертора и электродов
Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора. При выборе электродов важно обращать внимание на проволоку, которая изначально должна быть прочной и качественной. Ещё один важный компонент это покрытие, которое доводит проволоку до раскалённого состояния.
Электроды должны подбираться по марке и типу металла, необходимого для соединения. Их бывает множество, не говоря уже о ситуациях, когда соединяют металл двух разных типов.
Если нет чётких данных, электроды подбирают согласно общепринятым рекомендациям, которые делят на несколько принципов:
- углеродистые электроды используют при работе со средней и низкоуглеродной сталью;
- для сварки легированной стали подходит исключительно расходный материал, выпускаемый по ГОСТ 9466–75 и 10052—75;
- для соединения чугунных деталей применяют марку ОЗЧ-2.
Существует несколько сотен марок электродов, в которых достаточно сложно разобраться. Поэтому рекомендуется при выполнении сварочных работ пользоваться советами специалистов. Например, универсальной отечественной маркой УОНИ, которая нашла широкое применение при сварке. Для соединения металлических конструкций низкого сорта, качества и плотности используют марки электродов АНО и МР-3. Подробнее о АНО-21 читайте в этой статье.
При выборе сварочного инвертора для использования в домашнем хозяйстве важно следовать нескольким правилам:
- Максимальное значение тока сварочного аппарата должно находиться в пределах 160—200 А. Лучше сразу приобретать мощное оборудование, которое позволит соединять металлические изделия с большой толщиной.
- Параметр холостого хода напряжения иногда превышает 90 В, но такой показатель не подойдёт для использования на даче. Лучше выбирать устройство с параметрами в интервале от 50 до 60 В.
- Продолжительность включения — это важная характеристика, которая показывает, сколько времени агрегат способен работать без передышки. Выбирать устройства с максимальным или минимальным значением не стоит. Лучше занять золотую середину и купить сварной аппарат с ПВ в пределах 40—80%.
Важно учитывать особенности местной сети. В деревнях существует проблема с нестабильной подачей электроэнергии, не говоря уже о слабой проводке. Именно поэтому подбирают оборудование, которое способно работать в широком диапазоне питающего напряжения не подвергая себя риску отключения или выходу из строя. Рекомендуется предусмотреть отключение электроэнергии и покупать устройство способное работать от централизованной сети и автономных источников на бензиновом или дизельном топливе.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется>;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Настройка оборудования
Перед тем как приступить к сварочным работам, первым делом необходимо подготовить себя, оборудование и металлические изделия, которые будут соединяться. Начать стоит с подготовки специальной защитной одежды. Это важный компонент при сварочных работах, который поможет обезопасить от получения травмы. Понадобятся такие защитные элементы, как:
- сварочная маска;
- перчатки;
- рабочая одежда.
Перчатки, обувь, спецодежда, должны быть выполнены из плотных и огнеупорных тканей. Во время сварки на тело человека попадает большое количество раскалённых металлических осколков, которые могут нанести значительные повреждения. Сварочная маска — это обязательный атрибут для защиты глаз и лица. Что делать в случае ожога глаза при сварке читайте в этой статье.
Следующий шаг — это подготовка металлических изделий и проверка электродов. Стальные детали зачищаются металлической щёткой от различного мусора, лакокрасочного покрытия, ржавчины и т. д. Электроды должны быть заранее подобраны по марке стали, но не мешает, ещё раз убедится в правильном выборе диаметра, соответствующему соединительному шву и толщине металлических деталей.
Перед подключением инвертора обязательно проверяют электрическую сеть и её параметры, которые должны соответствовать подключаемому оборудованию. Если параметры сети не соответствуют, то в лучшем случае сварка не будет работать, а в худшем перегорит проводка и перегреется аппаратура. Предотвратить короткое замыкание получится, если использовать специальный автомат, способный стабилизировать величину напряжения, или взять на себя основную нагрузку.
Важно подготовить рабочую площадку. Она должна быть ровной для устойчивости инверторной сварки и хорошо проветриваться. Сварной аппарат требует постоянной циркуляции воздуха для естественного охлаждения, поэтому в нескольких метрах от неё зона должна быть расчищена. Это будет полезно сделать и, учитывая безопасность работы, ведь во время сварки на пол попадает большое количество искр и частиц раскалённого металла, которые могут поджечь одежду или взрывоопасные вещества.
Закончив с подготовкой площадки, электросети и личной защиты, можно переходить к следующим действиям:
- к разъёму инверторной сварки подключаются соответствующий силовой кабель и кабель массы;
- кабель массы с помощью специального зажима «крокодил» фиксируется на любой металлической поверхности;
- оборудование для сварки подключают к электропитанию и выставляют соответствующий режим;
- зажимается электрод.
Последовательность и точность выполнения всех подготовительных действий — это основа безопасности и успешности работы, перед тем как работать сварочным аппаратом.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Примерная стоимость угольных электродов на Яндекс.маркет
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркет