Pros and cons of welding, its varieties
The advantages of connecting wires by welding are the absence of transition resistance, which is always present in twisted or bolted connections. This is especially true when laying wiring for powerful devices.
The disadvantages are the need to buy or make your own welding machine designed for twisting.
Welding work requires some skills, so the electrician who will weld the strands needs to learn at least the basics of this craft.
When performing electrical installation work in production, various types of welding are used: standard, arc spot, plasma, torsion, electron beam, ultrasonic, or various combinations thereof. For domestic use, electricians most often use a device for spot and arc welding, which operates on carbon or graphite electrodes.
This solution allows you to obtain good quality connections at a minimum cost of the necessary devices and components.
When making a wire welding machine, most attention should be paid to the following characteristics of the device:
- The current strength that the device can produce. Ideally this is a variable value.
- The voltage produced by the device is sufficient to cause an electric arc - usually 12-32 Volts.
- What kind of current does the welder use - alternating or direct? If you have experience in such work, you can use variable, but for beginners it is strongly recommended to start with constant.
Since welding different metals requires different currents and voltages, universal welding machines can necessarily adjust these values. In addition, when joining different materials, you may need special fluxes that will protect the metal from oxidation or the penetration of gases from the air into it. Most universal-purpose welding machines are quite bulky and heavy, but for small welding jobs you can find inverter welders for a relatively low price that are ideal for welding wires.
If you are welding copper wires that are used in home wiring, there is no need to use very high current and voltage, so it is possible to use small-sized welding machines that fit into a standard tool case.
This is interesting: Welding stainless steel and ferrous metal: electrode and semi-automatic
Working with a soldering iron
In order to solder aluminum with a soldering iron, there are several methods, the essence of which is to clean immediately under the flux layer in direct contact with the molten solder.
The first method is that aluminum conductors, before soldering, are cleaned with a hot tinned soldering iron using a mixture of rosin and steel filings.
Sawdust has an abrasive effect, rosin removes all impurities and immediately the cleaned areas are covered with solder, which should be on the soldering iron tip.
The second method involves stripping the aluminum wire on medium-grit sandpaper directly under the influence of a hot soldering iron with solder and flux.
Connection diagram
The connection diagram in the junction box is extremely simple:
- the corresponding cores of wires laid to the sockets are connected to the phase, neutral and grounding conductors of the supply cable;
- for lamps, single-core wires leading to switches are connected to the supply cable phase;
- “zeros” laid to the lamps are connected to the neutral core of the power cable;
- if necessary, for a more rational connection, a wire leading to the next junction box located in another part of the room is also connected to the power cable.
The phase to the lamps is started from the output contact of the switch.
Using an inverter device
This allows you to use inverter devices by connecting them to a household AC network without fear of voltage surges and drops. Inverters provide excellent output current parameters, which allows you to maintain an even and powerful arc.
The current value may vary depending on the core material and cross-section. Since aluminum cables with aluminum conductors are currently not used for internal electrical wiring, the parameters of the welding machine can be selected based on the requirements for welding copper conductors.
Example requirements are:
- for welding two wires with a cross-section of 1.5 mm², a current value of 70-75 A is required;
- the twisting of three such wires is welded with a current of 80-90 A;
- two or three wires with a cross-section of 2.5 mm² need to be welded with a current of 80-100 A;
- three or four of the same wires are connected using a current of 100-120 A.
Due to the high cost of inverter welding machines, it is unprofitable to purchase them to perform only twist welding. If you use some parts that can be easily purchased or removed from old electrical appliances, making a device for welding twists with your own hands will not be difficult.
Inverter devices
The most reliable type of connecting electrical wires is welding using direct and alternating current, voltage from 12 to 36 V. For welding, electricians are increasingly using inverter welding machines. They are economical, lightweight, easy to carry and use. To weld wires, you can use graphite or simple carbon rods from a battery. You can set the current mode on the device, taking into account the diameter and number of wires being welded
How to choose a device
Preference is given to a welding inverter. Its main advantages are: wide range, the ability to softly regulate current, stability in operation, small size and weight.
For welding wires, you can choose a universal inverter machine. This device is the most modern. With this device you can perform all kinds of welding, and not just wires. When choosing a device, you need to look at the power source and its power. For work at home, a device with a power of 4 - 5 kW, with a current strength of up to 160 A, is suitable. It is advisable to have a “hot start”. It is needed to protect against sticking during welding and voltage surges. Such a device is useful for welding wires and for performing other welding work at home. Another advantage is that it is easy to use and does not require great skills. The disadvantages include its high price.
In practice, electricians use compact, portable, easy-to-use DC machines for welding wires. Welding transformers are compact and inexpensive. Transformers with a power of 500 W or more and 25 V secondary voltage can be used.
DIY wire welding machine
Do you want to make a wire welding machine? Don't know how? It's done like this. Purchase a strong magnet and copper wire insulated with fiberglass or cotton. It is needed for the transformer core. It is desirable that its cross-sectional area is no more than 50 square centimeters. If desired, you can also do the wire wrapping yourself. The required material is taken, wound on a wire, coated with electrical varnish and the primary winding is ready. The core is made in a U-shape for convenient winding of wire. It must have a rod structure. The reel frame can be made of PCB or cardboard. The secondary winding is wound on top of the primary winding. After applying the winding to one side of the coil, it is applied in the same way to the other half. If you place cardboard or fiberglass between the layers of the winding, the quality of the insulation will improve. A copper wire welding machine is connected to the network to measure the voltage on the secondary winding. It should be about 60 V. If it is much more or less, then by decreasing or increasing the winding, you can set the desired voltage value. A cable is connected to the primary winding. It must be two-wire. Instead, you can use an internal wire. A PRG wire is connected to the terminals of the secondary winding. The primary winding is used to receive current from the mains at 220 W through the cable. The secondary winding is used directly for welding.
Anyone who has at least once encountered the need to connect wires during electrical installation work knows how responsible the approach to this matter must be. The main task is to minimize the transient electrical resistance that occurs between the contacting conductors.
As you know from a physics course, the weaker the contact, the more the conductors heat up due to increased resistance. Therefore, it is necessary to achieve the most durable, almost monolithic, connection of electrical wires. This is a prerequisite for reliable and safe operation of electrical installations.
Specifics of welding work with aluminum wires
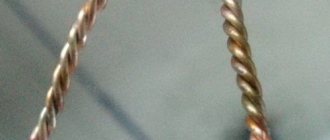
The most reliable method of welding the twist end is considered to be the spot method. The advantage of this method is that during welding, the metal of the conductors merges. And if with other options a transition resistance of the contact area may arise, then with the point mode this does not happen. Electrically welded wires are durable and do not require periodic maintenance, inspection or repair.
Possible complications of work
When working with aluminum cables, a number of difficulties arise:
Welding aluminum wires
- It is difficult to make a high-quality connection due to the oxide film that rapidly forms on the metal. This makes it difficult to obtain a uniform connection of wires.
- The increased fluidity of aluminum in the molten state makes it difficult to achieve good quality welds when welding tight joints.
- Metal shrinkage should be taken into account. But the obtained result can always be improved with additional twist processing.
Handling aluminum cables at home is a difficult task. The correct welding mode must be carefully selected. There is a misconception that inverters have a constant output voltage.
In fact, the device is equipped with an electric current control and the voltage can be lowered, depending on the diameter of the wire:
| Voltage, V | Diameter of wires, mm |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
You should also choose the correct diameter of the electrode, depending on the area of the core:
| Metal thickness, mm | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Welding electrode diameter, mm | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6.0 or more |
| Recommended current values, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
The magnitude of the welding electric current varies depending on the number of wires and their diameter:
| Current value, A | Number of transactions | Wire cross-section, mm |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
When welding with alternating current, it is difficult to achieve a good result and it takes a lot of skill to get a quality connection. That is why a non-professional will need a good device to master the basics.
Related video: A simple way to weld twists
Weldability of aluminum wires
When welding aluminum wires, you have to face a number of certain problems that make normal work difficult. First of all, good weldability is hampered by the oxide film, which forms at a fairly high speed. Its melting point is several times higher than the melting point of aluminum, therefore, it remains on the molten drops of metal, which makes welding difficult. the connection is inhomogeneous and its quality is noticeably reduced. If you use a gas protective atmosphere and flux for welding aluminum wires, it helps to overcome this problem.
The second problem with weldability is the increased fluidity of aluminum in the molten state. When melted, the metal may simply flow without forming a tight connection. Cracks and pores of this kind practically do not form on a seam, but safety measures should still be taken, especially if you use coated electrodes that are gently dried. It is worth considering the shrinkage of the metal due to its expansion coefficient, but when working with wires, the final result can always be further processed. The connection must be carried out in accordance with GOST 10434-82.
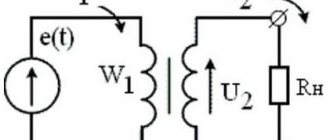
The principle of operation of arc welding - device diagram
Since welding requires a large current, the basis of any welding machine is a step-down transformer - a loss in voltage is always accompanied by a gain in current and vice versa.
A standard diode bridge is used to convert alternating current into direct current, and a capacitor is used to smooth out ripples.
A noticeable disadvantage of using a direct current device is that the diodes and capacitor used are rather large and they significantly increase the weight of the welding machine, which is initially made portable.
Experts also recommend installing additional resistance at the input or output of the diode bridge, since diodes “do not like” a short circuit in its pure form.
Many craftsmen manually assemble a welding machine for welding copper wires, which produces an arc from alternating current and use them successfully. Therefore, it is impossible to say unequivocally that it is necessary to use a direct current device - everyone chooses the necessary model according to their skills. If an AC welding machine is manually assembled, then the diode bridge and capacitor are simply thrown out of the circuit.
A necessary skill that you will have to master to use an AC welding machine is to learn “by eye” to determine how long you should hold the ignited arc of the electric discharge so that the end of the twist heats up and fusions.
The most common way to make a negative contact for welding is with old pliers that hold the wires.
For the phase, take a clamp that can hold the graphite rod. The design of the clamp can be very diverse - from a screw connection to the so-called “crocodiles”, both home-made and factory-made. To connect to the welding machine itself, cables with a cross-section of about 10 mm² are used.
Despite the fact that a device assembled in an industrial environment is an order of magnitude more expensive than a homemade one, its price is not exorbitant and allows you to purchase such a welding machine even on a limited budget. The advantages of its use are obvious - it is a precisely calculated design with a current regulator, which allows you to work with different types of metals and the number of wires being welded.
This is interesting: Melting temperature of brass at home
Welding aluminum wires
Author:
Igor
Date of:
30.06.2016
10399
The connection of wires, according to the PUE, can be carried out in several ways, including twisting, soldering and welding. Welding of aluminum wires is a very popular process in industry, as it helps ensure the reliability of the connection. In the private sphere, it is practically not used, since there is no need for work of such a scale. Wires that are too thin cannot be welded, and thick ones are found only in the industrial area. For this, a standard welding machine or argon welding can be used, but all this is carried out at reduced powers.
Welding aluminum wires
It is also worth noting that the strength of the connection is as important as with other types of connection. Here you just need to get a permanent contact that has good conductivity. All work is carried out at reduced conditions, as there is a high risk of burning out the wires. The situation is aggravated by the fact that when working with this metal, all the problems that aluminum welding has remain, therefore, it is necessary to use the same fluxes and modern technologies that help overcome the negative factors formed during this process.
Which connection is better?
The choice of connection depends on a number of criteria:
- wire material (same or different);
- number of wires in the connection;
- wire diameters (same or different);
- experience and skills of the master, availability of additional tools;
- Is a detachable connection required?
For the average person, it is easier to connect the wires using terminals or a bolt method.
The first, despite the relatively high cost of the terminals, is more preferable, since the bolted connection is large in size and will not fit in every junction box. The disadvantage of terminals is the danger of running into a fake or choosing the wrong product based on the rated current.
The most reliable, durable and high-quality connection method is welding. But this requires a welding machine - quite specific equipment that not everyone has. That’s why professionals often choose crimping with sleeves.
Soldering is practically not used when organizing connections in a junction box for the following reasons:
- it is extremely difficult to solder wires located under the ceiling, especially if there are several of them in the connection;
- over time, the resistance of the soldered joint increases, which, given the high current intensity inherent in power circuits, produces noticeable heating;
- low-melting solder melts during short circuits (short circuits) and even overload, as a result of which the contact in the connection is broken.
Soldering is usually used in low-current switching lines. Many professional electricians speak highly of PPE. One installation company reports on its website that it has been using such clamps for more than 15 years and they have never failed. Employees of this company use Wago terminals only at the insistence of the customer, since, in their opinion, the plastic parts of these products often melt under prolonged maximum load.
To connect aluminum and copper wires, a special sleeve is required - brand GAM or GMA. As experienced electricians testify, it can be difficult to find it on sale.
Technological process
Welding of wires is carried out using technology, thanks to which an optimal result is obtained. Welding wires with an inverter is carried out in stages:
Welding wires with an inverter
- It is necessary to strip the cable of external insulation.
- Then they make a twist, cutting it so that the ends of the wires are at the same level, while the minimum twist length should be 50 mm.
- Then you need to install a copper clamp that removes heat and turn on the inverter.
- Bring the tip of the charcoal pencil to the finished twist, clamped in the holder, and connect the wires by welding.
- After a few seconds, a small ball of molten metal will form at the end of the twist, after which the work is stopped. To prevent the insulating shell from melting during operation, work with each twist for no more than 2 seconds.
- After the cable has completely cooled, the wires are insulated using ordinary insulating tape or heat-shrink tubing.
Welding technology
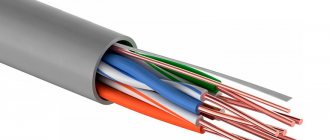
Wires for electrical wiring
For welding wire and cable cores, inverter-type welding machines are used, which are produced by domestic and foreign companies in a large assortment. Their merits are known. These are light weight and dimensions, the ability to carry the device on a belt, which allows you to perform work in junction boxes and switchboards installed at any facility. The arc burns steadily, ignites at low current values, and the welding current is regulated within a wide range. In addition, such devices consume a small amount of electrical energy.
Welding technology with inverter-type machines includes the following operations:
- removal of insulation up to 10 cm;
- conductor training. The wires are stripped to a metallic shine. To do this, use sandpaper or cord tape. If necessary, perform degreasing;
- twisting of veins They twist together to a length of up to 5 cm;
- connecting the ground cable of the welding machine to the twist;
- setting the device current control knob at a voltage of 12 ÷ 36 V to the required position. The value ranges from 30 to 90 A and depends on the cross-section of the wire (indicated in the technological process for welding);
- touching the welding machine electrode (carbon) to the twist is performed for no more than 2 seconds. As a result, a welding arc is formed, and at the end of the twist a monolithic connection;
- holding until completely cooled;
- performing isolation on the resulting connection. To do this, use adhesive tape or heat shrink tube.
In addition, to ensure that the surface of the welded joint does not oxidize during operation, it is varnished for reliability. After this, insulation is performed with PVC tape or a special cap. The resulting connection will last a long time and will not be destroyed.
Homemade apparatus
When assembling the device, a durable metal case of suitable dimensions is required, in which it is necessary to provide the possibility of installing a fuse or circuit breaker with a rating of 16 A.
The supply voltage to the transformer must be supplied by a cable with copper conductors and a cross-section of at least 1.5 mm². It is better to use a KG 3x1.5 cable with rubber insulation for this. The device body and the transformer core must be connected to the grounding conductor.
To connect the transformer to the ground contact and the holder, two wires with a cross-section of 10.0 mm² are used, for example KG 1x10. Their length should be as short as possible to avoid current losses. The holder can be used from any used welding machine.
A carbon electrode can be made by disassembling an old 373 battery. The core, also known as the positive electrode, is perfect for this purpose.
If you cannot get such a core, you can purchase carbon brushes for electric motors used in electrical appliances or power tools at the store. The brush is clamped into the holder and sharpened into a cone shape.
It is convenient to use pliers as a ground, connecting one of their handles to the transformer with a KG 1x10 wire. After this, the handles must be insulated. This device will allow you to comfortably hold the twist while welding. At the same time, the pliers will also act as a heat sink.
What you need to prepare
In addition to the apparatus for welding work, you should prepare and have available all the necessary equipment, materials and tools. The wires are welded using carbon (graphite) electrodes. As such electrodes, you can use either an industrial version (such as the EG brand) or a brush from an electric motor, a piece of a shoe from a trolleybus, graphite cores from batteries type 3336 (3R12) or modern salt ones. For the manufacture of conductor products, copper and much less often aluminum are used. For information, according to the latest PUE requirements, the use of aluminum conductors with a cross-section of less than 16 mm2 is prohibited.
Depending on what will have to be welded - aluminum or copper, the composition of the flux is selected, designed to chemically dissolve the oxide film formed during welding. When welding aluminum wires, you need to use flux, copper can be welded without it, you must first clean the conductors in both cases
In the process of preparing the ends of the conductors and as work progresses, you will need a knife, pliers, and electrical insulating materials.
By the way, an alternative option is to connect the wires by soldering. Read our article about how to properly solder wires!
Solving other problems
The connection of stranded wires has a number of features.
Connecting many wires
Options for connecting two contacts were discussed above. If we are talking about connecting multiple contacts, it is recommended to choose among the following options (in order of priority - from the best method to the worst):
- Wago terminal blocks;
- crimping with sleeves;
- rations;
- twists;
- insulating tape.
The rules for docking using the indicated methods, as well as their advantages and disadvantages, are discussed above.
Docking of cores with different sections
To combine cores of unequal cross-sections in a junction box, you will need Wago terminal blocks, although you can get by with standard terminal blocks - the latter option will be cheaper. In this case, it is necessary to secure the cores tightly using a screw or lever.
Note! If the wires not only have different sections, but are also made of different metals, you will need special pads, inside of which there is a special composition to prevent oxidative processes. Similar pads are available in the Wago range
Cores with different sections can also be secured by soldering.
Joining of stranded and single-core conductors
The combination of conductors with one and multiple cores is carried out in the same way as all others. In this regard, you can choose any of the above methods, but the highest priority is soldering or terminals (preferably Wago).
Types of cables
Naturally, the main determining factors in choosing a welding cable will be the properties of the machine itself for which it is purchased. The first thing is the current strength in the device. If, for example, it is 189A as close as possible, then the correct choice of wire to the inverter will be a KG 1x16 cable.
Such products are produced in a whole line with different sections. There are many tables on the network outlining exactly what cross-section should be taken at different current values in the devices.
It should be noted that all cables that are suitable for welding equipment are not cheap. Therefore, it makes a lot of sense to stop and think about what exactly you are going to do, and what kind of product you will need. There are a great variety of them on offer.
The structural varieties are as follows:
Single-core
This welding cable is made from copper wire, which is distinguished by its elasticity and flexibility. In addition, the distinctive quality of copper as a metal is known - it is an excellent conductor of electric current.
These types are usually used for compact portable inverter devices with low power and corresponding parameters of current strength and other technical indicators.
Twin-core
This configuration has a cathode and anode, which are excellent at conducting electrical current during pulse welding.
Most often, these wires consist of pure copper wire, although there are products made of copper alloys with the addition of other metals that conduct current well. But the base is copper in any case, this is an important condition.
Three-core
This type is produced for complex automatic welding equipment, for example, powerful pipelines for transporting oil, gas or their products.
Such work is considered highly responsible with mandatory requirements for the formation of ideal welding seams.
The marking of wires contains all the technical characteristics of welding work, which greatly simplifies their selection for specific work:
- KS - the product can be used in various types of welding work.
- P - the product is covered with an additional layer of polymer material for additional protection of the conductor. If there is a number next to it, it shows the number of cores in the cable.
- HF – the product can be used at high frequency voltage.
There are other useful properties of welding wires. They have excellent resistance to high and low ambient temperatures with a wide range from -50°C to +50°C, they are resistant to moisture and other aggressive external factors.
Most often, welding wires for an inverter come together as part of a common package in modern welding equipment. But they can be purchased separately as consumables. In this case, you need to look for products with the same markings as they were originally.
Modern braids of copper conductors are produced taking into account a wide variety of requirements and a variety of climatic conditions.
According to their resistance to environmental conditions, all products are divided into two large groups:
- Tropical or antiseptic under the KG-T marking can withstand temperatures up to +50°C in combination with high humidity. In such conditions, there is a high risk of fungal mold or the proliferation of pathogenic microorganisms. If the braid is not specialized, it can easily become exposed in the heat of the desert or in the tropics.
- Cold-resistant or cold-resistant under the marking KG-HL. The polymer braiding in them is absolutely resistant to frost, so the wire does not freeze or crack in the cold down to -60°C, that is, in the harshest climates.
How can a beginner learn to weld with a welding inverter?
First we learn to light and hold an arc. Feel the edge when to bring the electrode closer to the surface to be welded during combustion so that the arc does not interrupt.
The electrode is ignited in two ways:
- tapping;
- chirping.
The new electrode ignites easily. A slag film appears on the working rod, preventing ignition. You just need to tap longer to break the film.
- To facilitate arc ignition, inverter devices have a built-in Hot Start function.
- If a beginner quickly brings the electrode closer to the surface, the Arc Force function (arc force, anti-sticking) is activated, increasing the welding current, preventing the electrode from sticking.
- If the melting rod gets stuck, the Anti Stick function cuts off the current, preventing the inverter from overheating.
Self-production of a welding machine
Usually, at home, the easiest way to make a unit for welding wires is in a transformer-type distribution box. For these purposes, you may need the following materials:
- a transformer with a power of at least 600 W, which has a voltage on the secondary winding of about 30 V;
- Alligator clips are needed to fix the electrode;
- aluminum connecting cables;
- to change the voltage you will need a regulator;
- screwdrivers, pliers for performing connecting operations.
The process of self-assembly of a welding device is best carried out by people who are familiar with electrical engineering in order to correctly assemble the device circuit.
The main manufacturing stages are as follows:
- First of all, you need to select the body of the device, and you need to pay attention to its weight so that the device is easier to move in the future.
- Between the transformer and the supply wire you need to install a switch that will supply current and turn off the unit.
- Connect the supply wire to the transformer.
- A clamping device and an electrode holder must be connected from the secondary winding of the transformer using a large-section wire.
Difficulties in welding aluminum wires
Welding aluminum wires at home can be quite a complicated process. Here it is worth taking into account all the difficulties that one has to experience when working with aluminum, which only intensify with the thinness of the wires. The factor of the characteristics of the connection of these products also influences. After all, here we work with a minimum length, since there is no need to make a seam several tens of centimeters long. When welding aluminum wires occurs, the movements must be precise and the impact of the arc or other temperature source on the joint must be as short as possible so as not to burn the metal.
Scheme for welding aluminum wires with argon
When working with welding, everything is carried out at high temperatures, so the problem of instant melting of thin metal always remains. The next difficulty lies in selecting the correct mode, since otherwise the arc may not ignite or the problem of metal burnout will arise again. You have to build on minimal settings in the absence of precise regulations for modes, so everything is done by eye.
Wire welding methods
This process can be carried out using several technical means. One of the most common is argon-arc welding. The advantage of this method is reliable protection from the influence of external negative factors, as well as the absence of filler wire impurities that can affect the electrical conductivity properties. Here, aluminum wires are welded with a carbon electrode, which does not melt and creates a joint seam from the metal of the workpiece itself.
Welding with fusible electrodes with a winding can also be carried out. This is a more complex process, for which it is necessary to select the required grade of aluminum electrode. Movements must be fast and careful, since here there is the greatest risk of burning the end of the wire with high temperature. A safer alternative is gas welding, since the possibility of unexpected melting is much lower here. The speed of welding with gas is three times lower than when using electricity, so for craftsmen without experience this will be one of the best options.
Welding wire selection
This cable serves to supply current to the place where the parts are connected. Since the process is the most important, welding wires have high requirements, we list the main ones:
- The insulation must be heavy-duty and withstand many twisting procedures;
- The cross-section of the wire must be resistant to the loads created by the inverter;
- Current-carrying conductors must be in a polymer braid;
- The wire insulation base must be made of hose rubber;
- The wire must be resistant to mechanical damage and also not weak to chemicals and aggressive environments.
An important point when connecting aluminum wires by welding
Due to the fact that aluminum has a lower melting point compared to copper, splashing begins at the point where the drop forms. Due to this feature, it is necessary to use a low arc voltage, that is, the voltage on the electrodes should be less than 20V. That is why the TS 700-2 twist welding machine is ideal for welding aluminum wires, as well as copper wires, because the voltage here is only 18V.
Thus, nothing new has been invented in the 21st century for connecting aluminum wires. Everything is also simple and familiar: welding and flux for aluminum. It’s just that the work has become much more convenient, thanks to a specially designed transformer for welding wires TC 700-2, which even a beginner can handle, and a more efficient flux that allows you to weld aluminum without much difficulty.
Tips and tricks from experienced installers
To perform high-quality welding of wires in a junction box, it is a good idea to listen to the advice of experienced installers:
- Wires must be cleaned of insulation with extreme care to avoid damage to the core, which may break in the future.
- During the welding process, the twist must be placed in a vertical position so that the metal melts evenly.
- It is imperative to use protective equipment when welding (protective mask, heat-resistant gloves, special clothing).
- It is advisable for beginners to practice a little on individual pieces of wires in various modes of the welding process.
Remember that connecting wires in an electrical distribution box by welding guarantees the highest quality result and will not create problems with the home’s power supply system in further operation. The use of a home-made device will allow you to achieve the strength of the connecting contact no worse than factory models.
Welding of aluminum wires and cables
Welding of aluminum wires and cables . The general requirements for connecting and terminating aluminum cores by welding by all methods are: protection from burning of individual wires of the cores, protection of insulation from overheating and damage, prevention of aluminum spreading, protection of insulation from direct action of flame, protection of aluminum from oxidation during the welding process, protection of the joint and terminations from corrosion. For this purpose, welding is performed only from the ends of the cores in a vertical or slightly inclined position. To remove heat, special coolers are used with a set of replaceable copper or bronze bushings installed on the exposed areas of the cores. Welding in all cases is carried out in special forms. To prevent aluminum from spreading, the core exits from the mold are sealed with corded asbestos. When gas and thermite welding, disk steel screens are used to protect the insulation from the direct action of the flame.
To protect aluminum from oxidation during the welding process and remove the aluminum oxide film from the surface of the welded conductors, fluxes of the VAMI brands (potassium chloride 50%, sodium chloride 30%, cryolite 20%) and AF-4A are used.
The joints and ends of the conductors are cleaned of flux and slag residues, washed with gasoline, covered with moisture-resistant varnish and insulated with tape or a plastic cap. Electric welding connections are made at the butt or by fusing the ends of the core into a common monolithic rod. In this case, the butt connection is made in two steps: fusing the ends of the cores into a monolithic rod and welding the monolithic sections of the connected cores.
The connection and branching of single-wire aluminum conductors with a cross-section of up to 10 mm2 by electric welding is carried out using pliers with a carbon electrode without flux, as well as with flux. In the first case, the fusion of the ends of the cores into a monolithic rod is carried out in a holder heated by carbon electrodes. In the second case, melting of the ends, previously cleaned, rounded and coated with flux, is achieved directly with a carbon electrode without a holder until a ball of molten metal is formed at the ends. In both cases, the source of electricity for welding is a soldering transformer with a power of 0.5 kW with a secondary winding with a voltage of 6-9-12 V. Electric welding of single-core aluminum wires, as well as copper and aluminum wires with a total cross-section of up to 10 mm2, is performed with a stationary semi-automatic welding machine of the VKZ-1 type using a welding gun (without flux).
Connection and termination of stranded wires and cables by electric welding. The most convenient and effective way of electric welding of connections and terminations is contact heating with a carbon electrode from a welding transformer with a voltage of 6-12 V ( arcless welding ) of the connected aluminum conductors and terminations with a tip. The connection of stranded aluminum conductors is carried out in two steps: fusing the ends of the connected conductors into a monolithic rod and welding them in an open form. When terminating, the end of the core is inserted into the tip sleeve and fused into a common monolithic rod with the upper protruding part of the sleeve.
Stages of preparation for welding
Finding out how to learn to cook with electric welding is not difficult, but using the acquired skills in practice is more difficult. First of all, it is important to understand that all work is divided into several stages, which include:
- selection of inverter and electrodes;
- preparation of equipment;
- welding work.
Selection of inverter and electrodes
The choice of electrodes has a direct impact on the quality of the result in the welding process. They differ in steel grade, coating, thickness, purpose and mechanical properties. Most often, the instructions describe which electrodes are recommended to be used during the work process, but there may not be such a clause. In this case, it is important to know the basics of their choice. When choosing electrodes, it is important to pay attention to the wire, which must initially be strong and of high quality. Another important component is the coating, which brings the wire to a red-hot state.
Electrodes must be selected according to the brand and type of metal required for the connection. There are many of them, not to mention situations where two different types of metal are connected.
If there is no clear data, electrodes are selected according to generally accepted recommendations, which are divided into several principles:
- carbon electrodes are used when working with medium and low-carbon steel;
- For welding alloy steel, only consumables produced in accordance with GOST 9466–75 and 10052–75 are suitable;
- For connecting cast iron parts, the OZCH-2 grade is used.
There are several hundred brands of electrodes, which are quite difficult to understand. Therefore, it is recommended to use the advice of specialists when performing welding work. For example, the universal domestic brand UONI, which is widely used in welding. To connect metal structures of low grade, quality and density, electrode brands ANO and MP-3 are used . Read more about ANO-21 in this article.
When choosing a welding inverter for use in the household, it is important to follow several rules:
- The maximum current value of the welding machine should be in the range of 160-200 A. It is better to immediately purchase powerful equipment that will allow you to connect metal products with great thickness.
- The no-load voltage parameter sometimes exceeds 90 V, but this indicator is not suitable for use in the country. It is better to choose a device with parameters in the range from 50 to 60 V.
- Duration of switching on is an important characteristic that shows how long the unit can work without a break. You should not select devices with a maximum or minimum value. It is better to take a middle ground and buy a welding machine with an PV in the range of 40-80%.
It is important to take into account the specifics of the local network. In villages there is a problem with unstable electricity supply, not to mention weak wiring. That is why they select equipment that is capable of operating in a wide range of supply voltage without exposing itself to the risk of shutdown or failure. It is recommended to provide for a power outage and purchase a device capable of operating from a centralized network and autonomous sources using gasoline or diesel fuel.
Features of using carbon electrodes
The electrodes are made from black electrical carbon pressed into a rod shape. Its ends are beveled. Even with a very low welding current, a high temperature occurs at the tip of the electrode.
A carbon electrode is used when it is not possible to weld with a graphite element. You need to work very carefully to prevent the insulation from overheating. Carbon electrodes are commonly used in low power welders.
When working with carbon electrodes, the following features must be taken into account:
- the welding site is fragile , can oxidize and have a porous structure;
- Due to the high arc temperature, the electrode is consumed faster>;
- It is more difficult to work with a carbon rod electrode than with a graphite electrode ; practical skills are required.
Graphite welding electrodes
Graphite electrode rods are gray in color with a slight metallic tint. The crystalline structure of carbon is not subject to oxidation. When welded, crystalline graphite forms a corrosion- and temperature-resistant compound. These electrodes are advantageous to use and are cheaper than carbon electrodes. The rods do not crack and last a long time.
If necessary, it is possible to replace it with improvised graphite products - brushes from commutator motors, rods of disassembled batteries. In the case of using a readily available graphite replacement without copper plating, an alligator clip is used instead of a conventional holder.
Graphite electrodes are more often used with inverters that regulate the welding current.
Inverters
For welding, a DC or AC device with a voltage in the range of 12-36 V is suitable; current adjustment is required.
The choice of model is based on the intended modes of use of the device: from half-hour work without a break to many hours of intensive work.
If the device will be used infrequently, then a model that provides a maximum welding current of 150 A and a power of about 500 W is suitable. This is enough for welding strands with a cross-section of 20-25 mm².
Equipment setup
Before you begin welding work, the first thing you need to do is prepare yourself, the equipment and the metal products that will be connected. You should start by preparing special protective clothing. This is an important component when welding, which will help protect against injury. You will need such protective elements as:
- welding mask;
- gloves;
- work clothes.
Gloves, shoes, and overalls must be made of dense and fire-resistant fabrics. During welding, a large number of hot metal fragments come into contact with the human body, which can cause significant damage. A welding helmet is a must-have to protect your eyes and face. Read this article about what to do if your eye is burned during welding.
The next step is preparing the metal products and checking the electrodes. Steel parts are cleaned with a metal brush from various debris, paint and varnish coating, rust, etc. The electrodes must be selected in advance according to the grade of steel, but it doesn’t hurt to once again make sure of the correct choice of diameter, the appropriate connecting seam and the thickness of the metal parts.
Before connecting the inverter, be sure to check the electrical network and its parameters, which must correspond to the equipment being connected. If the network parameters do not match, then at best the welding will not work, and at worst the wiring will burn out and the equipment will overheat. You can prevent a short circuit if you use a special machine that can stabilize the voltage, or take on the main load.
It is important to prepare the work site. It must be level for stability of inverter welding and well ventilated. The welding machine requires constant air circulation for natural cooling, so an area a few meters away must be cleared. It will be useful to do this also, taking into account the safety of work, because during welding a large number of sparks and particles of hot metal fall onto the floor, which can set fire to clothing or explosive substances.
Having finished preparing the site , electrical network and personal protection, you can proceed to the following steps:
- the corresponding power cable and ground cable are connected to the inverter welding connector;
- The ground cable is fixed to any metal surface using a special alligator clip;
- Welding equipment is connected to the power supply and the appropriate mode is set;
- the electrode is clamped.
The consistency and accuracy of all preparatory actions is the basis for safety and successful work before operating a welding machine .
What equipment is needed for welding copper wires?
To weld prepared copper cables you will need an inverter and electrodes.
Features of copper: fluidity, high thermal conductivity, ability to absorb gases - require experience and skill from the performer.
Electrodes used
For welding copper wires, two types of electrodes are used: carbon or graphite with a copper coating:
- the destruction temperature of the electrode material is more than 3800ºС, and copper melts at 1080ºС, which allows their repeated use;
- rapid heating of the rod material to the copper liquefaction temperature;
- During welding, the carbon rod does not stick to the wires;
- 5-10 A is a sufficient, although small, current for a stable arc discharge.
Features of using carbon electrodes
The electrodes are made from black electrical carbon pressed into a rod shape. Its ends are beveled. Even with a very low welding current, a high temperature occurs at the tip of the electrode.
A carbon electrode is used when it is not possible to weld with a graphite element. You need to work very carefully to prevent the insulation from overheating. Carbon electrodes are commonly used in low power welders.
When working with carbon electrodes, the following features must be taken into account:
- the welding site is fragile , can oxidize and have a porous structure;
- Due to the high arc temperature, the electrode is consumed faster;
- It is more difficult to work with a carbon rod electrode than with a graphite electrode ; practical skills are required.
Approximate cost of carbon electrodes on Yandex.market
Graphite welding electrodes
Graphite electrode rods are gray in color with a slight metallic tint. The crystalline structure of carbon is not subject to oxidation. When welded, crystalline graphite forms a corrosion- and temperature-resistant compound. These electrodes are advantageous to use and are cheaper than carbon electrodes. The rods do not crack and last a long time.
If necessary, it is possible to replace it with improvised graphite products - brushes from commutator motors, rods of disassembled batteries. In the case of using a readily available graphite replacement without copper plating, an alligator clip is used instead of a conventional holder.
Approximate cost of graphite electrodes on Yandex.market
Graphite electrodes are more often used with inverters that regulate the welding current.
Inverters
For welding, a DC or AC device with a voltage in the range of 12-36 V is suitable; current adjustment is required.
The choice of model is based on the intended modes of use of the device: from half-hour work without a break to many hours of intensive work.
If the device will be used infrequently, then a model that provides a maximum welding current of 150 A and a power of about 500 W is suitable. This is enough for welding strands with a cross-section of 20-25 mm².
Approximate cost of inverters for welding on Yandex.market