The process of manufacturing wires and cables is technologically implemented in several steps, the main of which are: stretching the workpiece, applying insulation, and the final stage - winding the finished product into coils. In fact, everything is somewhat more complicated, and at least two large workshops are allocated for cable production - a workshop for processing copper blanks and a workshop for applying sheaths.
In the first workshop, copper wire rod is drawn into wires and twisted, and in the second workshop, the blanks are passed through extrusion lines, where the cable takes on a completed insulated shape and is wound into coils.
Let's, however, look at the technological process of producing cables and wires in more detail and step by step using the example of the production of PVA brand wire.
The raw material for copper cores is the so-called wire rod, which is relatively thick copper billets with a diameter of about 10 mm, and they are supplied to the plant. Here, using a rough drawing machine, the copper wire rod is cold worked - it passes under pressure through a drawing tool, the so-called draw, the channel of which is much smaller in diameter than the wire rod itself.
In this way, a thin long wire is obtained, the diameter of which is many times smaller than the diameter of the wire rod, and the length, accordingly, is greater. The drawing machine produces a skein at the output - thin wires, which will then turn into a multi-wire structure - a wall.
During the wire rod drawing process, the conductive and plastic properties of copper deteriorate, therefore, in order to return the conductor to its proper properties, the resulting wire must first be heated in a vacuum furnace to a certain temperature, and then cooled to room temperature to make it softer.
This procedure is called annealing, and the duration of exposure of the wire in a vacuum furnace and the heating temperature depend on the initial and required characteristics of the wire, as well as on its diameter. After annealing is completed, the strand with the correct electrical and mechanical characteristics is wound onto reels for submission to the next processing step - for twisting into a strand.
To create a flexible multi-wire core of the future wire, individual wires (strand) from several coils are simultaneously fed into a twisting machine, where a conductive core is twisted from them - a strand, which serves as the basis for the future wire. The twist can be different: bundle, cord, regular, and can also have one direction or another (right or left).
Depending on the required flexibility, tensile strength, and other characteristics of the future wire, the type of twist is chosen. United by twisting into a strand, the strands are wound again onto a reel. As you already understand, a strand is a stranded wire ready for insulation to be applied to it.
The strand is fed into the extrusion complex. Here the PVC plastic granules will turn into insulation. The coil with the strand is installed on the output device, from which the twisted strand is fed into the extruder. The core is constantly tensioned with a special tensioner, and is immediately heated to 100–150°C by electric current while it passes along the rollers. PVC plastic granules melted in the screw are converted into a homogeneous mass. The heated wire passes through an extruder, where the molten mass of PVC plastic compound is squeezed onto it, taking the form of a shell.
Operation of the extrusion line in the technological process for cable production:
After leaving the extruder already insulated, the flexible wire passes through an extended cooling bath of water, in which it is cooled to 60°C. Next, the water is blown off the wire with a special device, the insulation is finally dried, and the insulated wire is fed to the shaft, first undergoing a dry voltage insulation test.
The individual insulated strands are finally twisted - this is how a stranded wire is obtained: the twisted strands are fed into a twisting disk machine, and they are compacted. At the final stage of production, the stranded wires are covered with general insulation in the extrusion line, and the finished wire is tested for compliance with GOST. After this, the wire is packaged into coils, and the coils are then shipped.
DIY twisted pair speaker cable
Twisted pair cable
There are so many different types of speaker cables you won’t find on the market today. A wide variety of products: copper cables, silver cables, thin and thick. In a word, making a choice is not easy. At the same time, a branded cable is always expensive, because in this case the advantage is not only quality, but also a special “marketing feature”. Twisted pair speaker cable can be used as a consumable to create the right cable that produces the clearest sound. How to make an acoustic cable from a twisted pair cable and much more will be presented in our article.
Connecting wires (cables) to car wiring using connectors, twists, clamps
When installing additional electrical equipment, the car enthusiast is always faced with the question of how to connect, connect wires, or rather, cables to each other in the car. Conventional strands have their drawbacks, as they do not guarantee reliable contact with the constant pressing force of the conductors if you do not crimp them properly. Oddly enough, you also need to twist it correctly and be able to do it. In addition, twists in the electrical wiring of a car may not seem aesthetically pleasing and are not always convenient for installation, especially in winter, when electrical tape is used to insulate the connection. Everyone knows that the adhesive layer in this case does not provide sufficient adhesion between the materials. However, twisting cannot be written off! In addition, connections are made on clamps, when with a slight movement of the hand one wire is connected to another, and on contact blocks, when the wires are connected to each other using fasteners. Each of these options has its own advantages and disadvantages, each of them can be found on the cars of car enthusiasts. But which one to choose and how to implement the connection of wires in the car yourself, this is exactly what our article is about.
One of the options for connecting wiring in a car is to use a specialized connector. In addition to this, you will also need regular pliers.
Twisted pair cable
Twisted pair speaker cable
A twisted pair cable is a wire intended for acoustics or other purposes. This same cable always consists of several pairs of wires, insulated from each other in a special way. As for twisting wires, this is done for a special purpose, to increase the cable's noise immunity and reduce electromagnetic vibrations. There are different types of twisted pair cables (more on this below). In Category 5 and above cables, pairs are spliced using different pitches to prevent interference that may be associated with periodic conductor proximity.
Types of cable
First, let's figure out what the simplest single-core cable is.
A cable is a wire covered with a sheath, in the middle of which there are one (single-core) or several conductors isolated from each other.
Cables are classified according to the following characteristics:
- according to the elements it contains: core, wire armor, shell, steel armor, filler, screen;
- according to quality characteristics: movable and fixed, number of cores, what the cores are made of, type of insulation;
- by scope of application: telephone, power for stationary or non-stationary installation, control, radio frequency, coaxial or symmetrical, heating, control cable.
Each type of cable has its own design features, depending on the scope of application and the intended purpose of the wire. For example, some produce for electricity transmission, others for telephone connections. Let's figure out which type of cable production should be chosen.
How to make a high-quality wire yourself using a twisted pair cable
Homemade speaker cable
A minimal investment of money (a good speaker cable is always very expensive, remember that!) and proper adherence to the instructions is all that is needed. As a result, we get the right speaker cable that will give excellent sound:
- We take a regular twisted pair cable.
- We remove the main insulation and in front of us are 8 thin wires.
Note. The wires must be made of copper and not of any other material. In this case, it is desirable that the copper be pure, without any special impurities.
- We remove the insulation from each wire, but do it extremely carefully.
- Now you need to get GOI paste (yes, the same one that is used for final sharpening of knives).
- We arm ourselves with a soft rag, apply a little paste to it and clean the copper wire. You need to ensure that the wire becomes mirror clean and very smooth.
Note. It is advisable to carry out this work wearing special fabric gloves to avoid copper oxidation. Sterility in this case is the basis for a positive result. Otherwise, if it (sterility) is not ensured, the whole thing may go down the drain.
- After each of the wires is cleaned to a shine, you need to take a regular medical bandage, always sterile.
- We connect all the wires back and wrap them with a bandage, and on top with electrical tape.
What does it give
Note. You don’t need to be a genius to know that the cleaner and more reflective the wire, the better the high-frequency and midrange frequencies will pass through it. In other words, we will get these high and medium frequencies in the car interior clean and without artificial embellishments.
What is the best way to remove cable protection?
It is worth remembering that you should wrap copper wires with a bandage because this improves the insulation. The fact is that cotton insulation has everything necessary for the rapid movement of current. Plain paper has the same properties, which can also be used instead of a bandage. As for the surface electrical tape, which runs on top of the bandage, it only serves as protection, preventing the fabric from fraying over time. Such wires always provide clear and high-quality sound. The bass is fast, and the highs and mids are simply super: not artificial and synthetic, as before, but smooth and clear.
Categories of twisted pair cable
In addition to types, twisted pair cables are further divided into categories. They are numbered from 1 to 7 and the higher the category, the more efficient the frequency range transmitted by the cable. In cable categories above the 5th there are more pairs of wires and naturally more turns per unit length.
Note. For acoustic purposes, only cables of category 5 and higher are used.
Multi-core and single-core twisted pair cable
Multicore twisted pair cable
In addition, a twisted pair cable can be multi-core or single-core:
- If the cable is single-core, then under no circumstances should it be subjected to frequent bending. The conductors in such cables break easily. It is usually not used for acoustic purposes.
- Stranded cable, which consists of a bundle of thin copper wires, withstands constant bending and twisting much better. The braid of this cable is made of polyvinyl chloride or polyethylene. Most modern multicore cable sheaths are also coated with chalk, which increases the fragility of the sheath. This is necessary so that the cable can be easily cut at the cut location.
Speaker cable for car
Above was information regarding twisted pair cable for acoustics. Laying such a cable in the car interior with your own hands to a subwoofer or car radio (see New 2-din Pioneer car radios - comfort during long trips) is carried out strictly according to the instructions, which can be easily found on the Internet. It won’t hurt to study photo and video materials. The price of a twisted pair speaker cable varies and it all depends on the characteristics, materials and much more, as described above.
How cables are made: main production stages
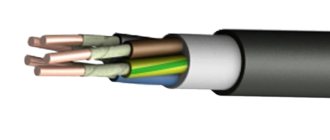
Cable equipment is produced in several main stages. They can be considered using the example of the manufacture of VVG power cables, which are quite common today, which consist of copper current-carrying conductors, an insulating coating and a common polymer sheath.
The initial stage consists of the primary processing of copper wire rod, which serves as the raw material for the production of the current-carrying cable base. Essentially, wire rod is a rough blank from which wire is subsequently made. At this stage of the production process, special drawing machines are used, often combined into complexes. This production stage is called drawing and is considered one of the most important stages in cable production.
Main stages of cable production
If the future VVG cable is assumed to have a multi-wire design, then the next production stage is carried out on twisting machines. Copper wires twisted together are called strands. The twist of the strand can be left or right.
At the end of the previous stage, the strands enter the extrusion line, which is a set of equipment designed for applying an insulating coating. The main raw material at this production stage is polyvinyl chloride granules, which are a mixture of polyvinyl chloride with various fillers, plasticizers, stabilizers, produced by polymerization. The basis of the extrusion line is an extruder, where granules are melted and plastic is extruded through annular gaps. In this way, a shell is formed that is applied to the current-carrying core. After the extruder, the products enter a cooling bath with tap water at a certain speed in order to have time to cool to 70 ° C. This is necessary in order to prevent possible deformation of the insulating coating during subsequent production steps.
If a multi-core VVG cable is produced, the insulated cores are again supplied to the twisting machines, and after that to the extrusion line for applying a common sheath.
The finished cable is expanded, undergoes technological control, packaged and shipped for storage or sale to various specialized organizations.
Write comments, additions to the article, maybe I missed something. Take a look at the site map, I will be glad if you find anything else useful on my site. All the best.
How to properly twist wires
Whatever they say about the process and methods of twisting wires, this method remains very relevant to this day and will remain for a long time. Why is that? Let's consider this topic in more detail. With this method of connecting electrical conductors, there are a large number of nuances, advantages and disadvantages, including a ban on performing such operations according to the PUE regulations. However, it is worth noting that twisted wire connections are most often used. There are many reasons, let's look at the most common ones.
Firstly, twisted connections are often used when performing “rough” installation. This is due to the fact that during the initial work the main goal is to check the functionality of the installed units. The presence of signal/voltage is checked (depending on the type of manipulation performed), additional work is carried out on the secondary wiring of additional elements, contacts of devices are displayed, such as:
- switches of various types;
- built-in voltage stabilizers;
- built-in voltage converters;
- built-in step-down/step-up transformers;
- regular sockets;
- "smart" sockets;
- power consumption monitoring devices;
- specialized sockets with special outputs (RJ-45, for example).
After carrying out the “rough” installation, it is extremely important to check the functionality of the above devices. And in case of their incorrect operation or lack of electricity/signal, you have to re-deal with a certain section of the circuit or re-carry out wiring operations and troubleshoot problems.
Secondly, this type of contact of conductors allows you to quickly restore the operation of the area and obtain the necessary electricity/signal for certain manipulations. In the future, depending on what devices will be connected to this area, it will be possible to:
- leave the completed twist;
- improve connection;
- replace this section with another one, with other connecting elements.
Thirdly, no special tools are required to twist the wires. Such manipulations can be performed even “in the field”, provided that no “gluttonous” electrical appliances are connected to the created area.
It is worth noting that twisted wires can provide fairly reliable contact for a long time, provided all necessary instructions are followed and the work is done correctly.
So, it is worth wisely taking into account the situation if you decide to resort to such a connecting method as twisting. It is necessary to take into account the connected load, select the optimal cross-section of wires and further calculate the circuit in case of a change in the number or power of consumers.
Production technology
Standard cable production technology consists of the following steps:
- Twisting of the core using the drawing method.
- Polyethylene or other insulating material is melted and twisted strands are dipped into it.
- The wire is cooled in a cooling bath.
- A test is carried out to ensure that the insulator does not allow current to pass through. The test also allows you to determine the degree of conductivity and thickness of the wires.
- The wire is twisted into a coil.
- The twisting machine twists the wires together.
- Armoring the cable with steel and winding it into reels.
The steps may vary depending on what kind of wire needs to be produced. But before setting up production, you should first search for a market for finished products.
Sales of products
Advantages and disadvantages
Weaving wires together is probably the oldest method of merging conductors together. However, over time, the power of devices requiring high currents also increases. Twisting, as a rule, is not designed for them, but for home use it is very appropriate.
It is worth mentioning that this wiring option cannot be used with devices such as electric kettles, refrigerators, washing machines, heaters and fan heaters, electric stoves, and computers.
The main advantages of twisting are:
- speed of creation;
- durability (if done correctly);
- the ability to weave wires without additional tools;
- ideal for signal contact (in the absence of connecting high-current consumers);
- the ability to improve the connection using soldering;
- cheapness;
- the ability to combine two, three, four wires simultaneously;
- Possibility of reconnection.
Its disadvantages include the following:
- the need for isolation;
- operability only with low-current consumers;
- inconvenient installation;
- fire hazard if work is performed incorrectly;
- a large number of nuances that MUST be taken into account when weaving wires;
- “surges” of voltage and interference on electrical appliances when the area is overloaded.
As can be seen above, twisting has a limited range of use; it cannot be used with powerful devices, and when used with computers, modern televisions, audio equipment and other equipment of the 21st century, there is a problem with the occurrence of interference and “throws”. Therefore, it is advisable to weave wires when used with lighting devices (chandeliers, lamps, etc.), power adapters and other “weak” devices.
Nuances
Connecting conductors from different materials
The most basic thing is that twisting is PROHIBITED with conductors made of different materials. It is PROHIBITED to weave copper and aluminum wires. This is due to the fact that when copper and aluminum come into contact, a galvanic couple appears, which destroys the created connection. The higher the current passing through the plexus, the faster its destruction will occur. Such contact of wires threatens with the following consequences:
- heating, sparking and subsequent combustion;
- deterioration in the quality of contact of such a “weave”;
- reducing the contact area;
- strong heating of the wires at the plexus;
- rapid oxidation;
- under temporary and powerful loads, “heating-cooling” cycles occur, which is fraught with severe
- deterioration in connection quality.
The appearance of an oxide film
The film appears as a result of the interaction between the oxygen environment of the air and the conductor. The metal conductors used to make connections are usually made of aluminum or copper and are quite susceptible to oxide film if the connection is not insulated. More expensive materials that are rarely used in electrical circuits, such as gold and platinum, do not have this disadvantage, but their cost is extremely high. An oxide film on wires has the following consequences:
- deterioration in the quality of twist contact;
- intensification of the heating process when current passes.
Types of wires
Wires are also single-core
and stranded
Everything is simple here. Single-core wires are used in fixed parts of radio-electronic devices. This could be the wiring in your home or some jumpers inside your radio equipment. Stranded wires are used where they are most likely to bend. The rule here is simple - the more and more often such a cable bends, the more cores it has. Basically, such wires are used for CNC machines that have moving parts, and are also used to power all portable electronics.
What is a cable and how does it differ from a wire? A cable is two or more wires connected into one bundle. Below in the photo is a familiar cable to all of you - twisted pair. It is often used in fire alarm systems, as well as in Internet provisioning.
And this is a power cable, which serves to transmit very high voltage and current over long distances. This type of cable is most often seen in industry.
Wires and cables are generally made of aluminum or copper. Aluminum is lighter and cheaper than copper, so it is used to transmit electric current from substations to consumers. Consumers can be factories, large enterprises and, of course, you and me. Aluminum wires sag less due to their low weight.
The disadvantage of aluminum is that its conductivity is worse than that of copper, and it oxidizes strongly in air. Otherwise, where good conductivity and signal quality are required, copper wires are used.
Types of twists and connections of this type
One of the advantages of such a connection as twisting is the possibility of improving it by soldering or welding. When soldering, the connection becomes strong and is able to withstand high currents; when welding, special equipment is used, which makes it possible to give strength to the completed connection. Soldering and welding of both copper and aluminum wires is an excellent way to improve its performance: reduce the thermal load by improving contact at the welding or soldering points.
When carrying out work, twists can be divided into several types depending on the materials, type of wire, type of twist. It is extremely important that the cross-sectional area of each of the conductors matches each other, and is also suitable for the load used.
Conductors can be made of the following materials:
Aluminum braiding is less resistant to further unwinding, while copper conductors can be unbraided and rebraided several times, for example, to add a third contact. Aluminum can withstand 1-2 times the load of twisting and unwinding, copper can be twisted and untwisted 3-4 times without any damage.
In this case, conductors can be divided into 2 types:
- with a monolithic core;
- stranded.
When performing the twisting process, it is worth considering the type of conductor, since the options for the plexus may be different. Depending on the type of wire, one or another twisting method should be used.
A cord with a monolithic core is usually used for stationary wiring, when there is no need to move equipment. Stranded conductors are often used for “rough” installation or where there is a need to move devices.
The twisting of both copper wires and aluminum wires is the same and is shown in the tables for each type of cord (stranded/single-core). If it is necessary to weave more than two conductors, for example 3-4, then first the initial twisting is performed for the two ends (shaping the connection) - 1-2 turns, after which the required number of conductors is added and twisted according to one pattern or another.
It is allowed to connect two conductors of different types (stranded/solid), but it is important to take into account the cross-sectional area of each conductor.
Squeeze the nut, as an option, branch the wire
And so, if we talk about this option of connecting and branching wires and cables, it is considered optimal. I decided to put him first. The nut squeeze is a simple design, see photo:
It is small in size and has a simple operating principle. I don’t even see the point in making instructions about this. This is what it looks like in cross section:
To make a branch of copper or aluminum wires in this way, you only need to put all the wires in their places. Next, we clamp everything and tighten the body. This method can be called the simplest and most effective. Plus, the cost of squeezing a nut is quite low
Pay attention to the article: how to connect wires
This is interesting: Measuring insulation resistance with a megaohmmeter: technique
We twist it ourselves
During professional installation, special clamps are used to make the connection - PPE (connecting insulating clamp); when using them, the final twisting is allowed from the point of view of the PUE, but it is worth remembering that such a device is not designed for high currents.
So, how to properly twist wires at home? To carry out this manipulation you need:
- take into account all the nuances in advance (location, load of connected equipment, etc.);
- acquire the necessary tools (pliers, knife, sandpaper, heat shrink, it is advisable to have a hot air gun and a device for removing insulation, a screwdriver if available).
Let's consider the situation with weaving from a cord with a monolithic core:
- It is necessary to strip the ends of each wire by 3–4 cm using a special tool (stripper) or a construction knife. It is extremely important to remove the insulation and not leave deep cuts on the core.
- Then we put heat shrink on one of the ends.
- Then degrease the cleaned surfaces with alcohol/acetone/white spirit.
- Then, taking sandpaper, we clean the wire strands.
- We lay the wires parallel to each other and hold them with pliers.
- We weave (in accordance with the diagram) clockwise, at least 5 turns for one core. The wires must fit tightly to each other.
- We move the heat shrink to the contact point and warm it up with a hairdryer or lighter. It is important that the heat shrink fits tightly at the twisting site.
It is possible to hold one end of the cord with a screwdriver and slowly turn it, while weaving the other end onto the rotating end, creating tension with your hands, thereby making the connection tighter.
With a stranded cord the situation is a little different:
- We strip the ends of each wire by 3–4 cm using a special tool (stripper) or a construction knife. It is extremely important to carefully remove the insulation and not damage/cut off the cord cores.
- We put heat shrink on one end of the cord.
- We unravel the strands of each cord into small “braids”.
- We degrease the resulting “braids” with alcohol/acetone and so on.
- We lay the cores on top of each other from each cord.
- We weave together, making the connection tight (at least 5-6 turns per braid).
- We move the heat shrink to the place of twisting, warm it up with a hairdryer/lighter. The heat shrink should fit tightly at the joint.
If it is necessary to create a “braid” from monocore and multicore cords, the algorithm also changes, and it is highly advisable to weave using the “Branching” method:
- We strip the ends of each wire by 3–4 cm using a special tool (stripper) or a construction knife. We take care not to damage the cores of each cord.
- We put heat shrink on one of the cords.
- We degrease the cleaned areas with alcohol/acetone and so on.
- We bend the single-core end 180 degrees, so that it then presses the twist.
- We twist the multi-core cord around the single-core end in accordance with the diagram (clockwise), at least 5-6 turns, the more the better.
- We clamp the pre-bent end of the single-core wire and press it against the twist made with pliers.
- We move the heat shrink to the contact area and heat it with a hairdryer/lighter. We make sure that the heat shrink is well fixed at the twisting site.
At this point, we can consider the work done competently and efficiently. If you follow the instructions and take all necessary measures, you are guaranteed to get a high-quality connection for a long time.
Stages of wire manufacturing
Copper wires are considered the most popular. Their manufacturing technology includes several stages. Let's look at the main ones.
Drawing
Wire rod is used as a raw material for the manufacture of copper wires. It is a rod with a diameter of 8–10 mm. At the first stage, the wire rod is processed by drawing. During this process it is pulled through dies. This is the name for special tools with channels (dies), the diameter of which is less than the diameter of the rod. As a result, a copper wire of the required cross-section is formed - a skein.
During drawing, copper undergoes plastic deformation and becomes compacted. As a result, its properties change. This process is called "hardening". At the same time, the plastic properties of the metal deteriorate, its density, hardness and strength increase.
The structure of copper also undergoes serious changes. Its grains are stretched and located in the direction of drawing. At the same time, the number of structural defects increases. They are the reason for changes in the mechanical properties of the metal. Further deformation can lead to cracks and wire breakage.
The process of drawing copper wire can be seen in the video below:
Heat treatment
To remove hardening of the metal and eliminate its consequences, heat treatment is used. This may be normalization, tempering, annealing or patenting. Each of these processes has its own characteristics. When processing copper wire, annealing is used. To do this, it is heated to 500–700 °C and cooled in air. More precise temperature and annealing time are set depending on the cross-section and properties of the wire. This procedure is performed in steam or vacuum furnaces, which avoid oxidation of copper. As a rule, to save time, annealing is performed “on pass”, that is, the wire constantly moves through the furnace at a certain speed.
Catenary wires
Electric public transport appeared more than 130 years ago; today, against the backdrop of environmental problems, it has become widespread. Trams, trolleybuses, commuter trains and railway locomotives are now equipped with powerful electric motors. Electricity to power them is supplied from traction substations via a contact network. Its basis is the wires that come into contact with the current collector during the current collection process. Today there are overhead wires
, consisting of one or two wires. Double wires are used to improve the quality of current collection at current strengths of more than 1000A.
Features of overhead wire
There are a number of requirements for the wires used to create contact networks. The main ones are:
- high wear resistance;
- strength;
- high quality of current collection;
- smooth contact surface;
- slight windage.
All these requirements are met by contact wire brand MF, the abbreviation of which stands for “copper shaped”. It got its name because of its original cross-sectional shape, reminiscent of a figure eight. It was formed by the appearance of two grooves in the copper wire, used for reliable fixation of suspended fittings. Such
overhead
wires by cold rolling of copper wire. Where there are special requirements for the wear resistance of the wire, a bimetallic wire is used. It has a high-strength steel core covered with a copper layer. To reduce the windage of the contact network, a wire with an oval cross-section is used, which ensures good quality of current collection.
Contact wires on the railway
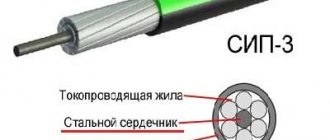
The railway today is the main consumer of overhead wire. The most commonly used wire is with a cross-section of 100, 120 and 150 sq. mm; it is used on hauls and main tracks of railway stations. On lines electrified with direct current, wire grades M-95 and M-120 are used. On AC lines, bimetallic cables twisted from bimetallic wires are used. Their advantage is high strength, wear resistance, and corrosion resistance. Contact wire
is used on the railway
and has a cross-section of 70 sq. mm; it is used to equip the tracks on which shunting locomotives operate. Abroad, the variety of wires for railway contact networks is even wider; the cross-section of the wire used varies from 65 to 194 sq. mm.
The material for the contact wire is electrolytic copper; in a number of countries bronze is used. A bronze alloy with the addition of cadmium enhances the quality of current collection and allows the use of higher voltages. Its wear resistance is twice as high as that of copper wire, but its high cost limits the scope of application of such contact wire.
Trolleybus contact wires
The trolleybus contact network is the most complex; its feature is the presence of two wires. Each trolleybus contact pole
has its own polarity, so they are carefully protected from possible rapprochement. In addition, the contact network is equipped with switches and systems for crossing different trolleybus lines. The wire has a classic shaped shape and is made from hard-drawn copper wire. On the main highways, a wire with a cross-section of 85 sq.mm is used; for rarely used and emergency tracks, a wire with a cross-section of 65 sq.mm is used. It is allowed to use a bimetallic wire with a steel working surface.
What are cables, wires and cords made of?
Various types of cable with colored sheath
The wires that carry electric current are a vital part of power systems. They permeate buildings and mechanisms, serving as conductors of energy and information signals.
Today there are many types of cables and wires. About 20,000 types of them are produced in Russia. These include the thinnest wires for electronic sensors, and thick cables (conducting hundreds of thousands of volts), which cannot always be grasped with your hand. Such a range in size and scope of application in everyday life, of course, is not needed. However, the markings and properties of the wires should be studied in order to avoid annoying mistakes when working, guided only by the principle “the wires are all the same, any will do.” This is a deeply erroneous opinion. You need to know which wires and cables are installed in a particular case.
It’s worth starting with the definition of the terms “cable”, “wire”, “cord”, “core” and “insulation”. They are fundamental, without their definition and characteristics it is impossible to properly understand conductors and their properties.
This is a metal wire, the core of any electrical conductor. The core can be solid monolithic or in the form of many thin wires twisted into a bundle. In the first case it is called single-wire, in the second - multi-wire, or flexible. The cross-sectional shape of the core can be flat or sectoral, especially for cables and wires of large diameter. Do not confuse a stranded core and a stranded cable; they are completely different things.
Stranded cable with solid cores
The conductors differ according to the type of conductor . At home, those made of aluminum, copper or aluminum-copper are used, although recently aluminum has been replaced by copper. In everyday life you can also find nichrome conductors with increased alloy resistance. The wires heat up during operation, similar to the filament in a light bulb, but not as much. They are used in the manufacture of heated floors.
Stranded copper core
One of the main characteristics of the core is cross-sectional area . Wire manufacturers always indicate it, but sometimes it becomes necessary to check the cross-sectional area yourself. This can be done using a regular tape measure or caliper. Having measured the diameter of the core, you can easily calculate its area using the formula: S = πr2, where S is the cross-sectional area (circle); number π = 3.141...; r is the radius. The wire cross-section is measured in square millimeters.
Aluminum cable
With a multi-wire conductor, the situation is more complicated, but you can quite accurately determine its cross-sectional area. To do this, you need to wind about 15 turns of the wire stripped of insulation onto a thick nail or screwdriver, squeeze them tightly and measure the length of the spiral with a regular ruler. The diameter of the core will be equal to this length divided by the number of turns. Another way is to measure individual wires and then multiply the resulting number by the number of wires. The cross-section of the core in its diameter is measured by the formula: S = 0.785d2, where d is the diameter of the core.
Lived
This is a metal wire, the core of any electrical conductor. The core can be solid monolithic or in the form of many thin wires twisted into a bundle. In the first case it is called single-wire, in the second - multi-wire, or flexible. The cross-sectional shape of the core can be flat or sectoral, especially for cables and wires of large diameter. Do not confuse a stranded core and a stranded cable; they are completely different things.
Stranded cable with solid cores
The conductors differ according to the type of conductor . At home, those made of aluminum, copper or aluminum-copper are used, although recently aluminum has been replaced by copper. In everyday life you can also find nichrome conductors with increased alloy resistance. The wires heat up during operation, similar to the filament in a light bulb, but not as much. They are used in the manufacture of heated floors.
Stranded copper core
One of the main characteristics of the core is cross-sectional area . Wire manufacturers always indicate it, but sometimes it becomes necessary to check the cross-sectional area yourself. This can be done using a regular tape measure or caliper. Having measured the diameter of the core, you can easily calculate its area using the formula: S = πr2, where S is the cross-sectional area (circle); number π = 3.141...; r is the radius. The wire cross-section is measured in square millimeters.
Aluminum cable
With a multi-wire conductor, the situation is more complicated, but you can quite accurately determine its cross-sectional area. To do this, you need to wind about 15 turns of the wire stripped of insulation onto a thick nail or screwdriver, squeeze them tightly and measure the length of the spiral with a regular ruler. The diameter of the core will be equal to this length divided by the number of turns. Another way is to measure individual wires and then multiply the resulting number by the number of wires. The cross-section of the core in its diameter is measured by the formula: S = 0.785d2, where d is the diameter of the core.
Insulation
In academic terms, insulation is a material that prevents the spread of electrical current. Dry and not entirely clear. The following sounds a little differently: insulation is a dielectric substance, a protective “jacket” that covers the conductors that transmit electric current. Glass, ceramics and various polymers, such as polyvinyl chloride or celluloid, are used as dielectrics. Recently, insulating polymers have been used, which not only protect a person from electric shock and conductors from contact with each other, which can lead to dire consequences, but also have a number of other properties. For example, they protect the conductors from mechanical stress, temperature and humidity - in general, from the destructive influence of the external environment.
A wire is one or more conductive cores, twisted together, or each in its own sheath, connecting the source of electric current and the consumer. Wires can be either bare or insulated, with different types of cores. On top of the core insulation, the wires are additionally covered with another sheath, which serves to protect them from humidity, mechanical damage, light, aggressive environments, etc. In this case, the wire is called protected. For example, APRN and PRVD. Such a wire can easily be confused with a cable, and, in essence, they are not very different. In any case, it will not be a serious mistake for a home craftsman if he calls a cable a wire or vice versa.
Bare uninsulated wire is practically never found at home, since it is mounted in devices and connections inaccessible to the common man. For example, in overhead lines. In everyday life it is used only as a clamp.
Insulated wires are widely used for the distribution and transmission of electricity, not only in home networks, but also in cars. Brands PV, PV-3, APPV and PPV are the most common. They are isolated and unprotected. A separate article discusses in detail the marking of wires and describes what it means.
The production of cables and wires is an interesting and amazing process, complex and time-consuming, which is why it is trusted to automatic machines and machines. First, wire, steel, aluminum, copper, is made, and then several wires are folded together and twisted into a cable. Metal wire is used to supply electric current to apartments; thick cables carry the current to buildings via power lines. They also supply current for the movement of trams, electric trains and trolleybuses.
First, let's describe how the wire is made. To do this, take a thick wire obtained by casting, called wire rod. The wire rod is fed into a drawing machine, where the wire is stretched, making it thinner. A wire rod with a diameter of 10 mm is turned into wire with a diameter of 1.5-2 mm. The resulting wire is wound onto bobbins, which are held by a rope and placed in a twisting machine. For continuous operation of the machine, the ends of wires from different reels are connected by cold welding, so that the cable production process is continuous. A cable twisting machine weaves a cable from several wires. If necessary, the cable is insulated by covering it with polyethylene or polyvinyl chloride. The color of the insulating material is selected at the request of the customer. The cable diameter is measured with a laser, the required cable diameter is checked and at the same time it is ensured that the cable is even. During the production process, the cable heats up, so it is constantly cooled with water. Next, the cable is tested for short circuit. To do this, the reel with the cable wound on it is lowered into water, and an electric current is applied to the ends of the cable. Before being sent to its destination, the cable is wound on a drum and tested. When testing for electrical strength, a current at a voltage of several thousand volts is passed through the cable. At the factory, various information is painted on the cable: date of manufacture, name of the manufacturer, maximum operating characteristics - voltage and temperature, and other information at the request of the consumer.
An electrical wire serves as an antenna, an underground cable, and is used in electrical appliances.
Cables laid under our feet, in walls and through the air transmit energy that gives us strength. We are so accustomed to them that we do not notice them, our helpers, who give us energy and light into our homes. Error in the text? Select and press Ctrl+Enter!
Tags: rope