Pool welding technology
Basically, bath welding of fittings is carried out. It received its name due to the technology’s use of a molten metal alloy located in the area limited by the ends of the parts being connected and the lining in the form of a bracket. It's like a bathtub filled with water. Liquid metal consists of melts of the electrode and the connected ends of the products.
Overlays in the form of staples are used to prevent the melt from spreading during welding. Additionally, limiters are installed at the ends of the bracket to provide protection against the spreading of the slag fraction over the surface of the rod. Brackets and stops are made from low-carbon steel. After the work is completed, they remain in the seam area. Removable baths for welding fittings are also used, made of copper alloys (except brass and bronze), as well as ceramic and graphite. They are reusable forms.
Welding is performed using one electrode or several electrodes connected by a plate (comb) or an electrode holder
Bath for welding reinforcement
The technology allows joining horizontally, obliquely and vertically located rods.
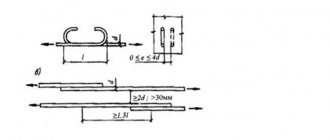
When the products are positioned horizontally to create a bath, a steel bracket is welded to the area of the connecting reinforcing bars at the point where they meet.
The distance between the ends of the products to be welded should be 1.5-2 times the diameter of the coated electrodes used.
When connecting vertically located rods, a stamped steel form is used, which is welded to the end of the product located below. Then its cross section is melted using an arc. After this, the end of the upper rod element is grabbed to the molten lower section and further melting of the parts being connected is continued. The mold is gradually filled with the resulting common melt.
In order to get rid of slag, a hole is made in the mold by burning the wall. After welding, it is brewed.
Features of bath method technology
Bath welding ensures the construction of durable reinforced structures with significant savings in metal and labor costs.
The most widespread types of welding in the domestic industry are:
- Manual welding in a steel clamp using a three-phase and single-phase arc method;
- Semi-automatic bath welding in a ceramic mold;
- Automatic welding of joints in a copper mold using slag.
Molds for bath welding
Bath welding of horizontal and vertical joints has its own characteristics. It is worth noting that the first method is most widespread, as it is less expensive.
When welding horizontally located reinforcement, steel forms are used - bathtubs shaped like brackets. For vertical ones - a truncated cone. The mold is welded to the ends of the reinforcement at the junction, and a bath of liquid metal is created in it using the high temperature of the arc. Due to the high temperature of the molten metal, the ends of the reinforcement begin to melt, forming a single welded joint at the seam after cooling.
We recommend! Why do electrodes stick when welding?
High-quality welding using this method can only be ensured with proper preliminary preparation of the ends of the metal rods:
- The ends of the rods are cleaned from scale, dirt or corrosion with a stiff metal brush;
- The ends of the rods are placed coaxially, the gap between them should not exceed one and a half diameters of the welding rods.
The main requirement for the bath method is that the ends of the metal rods must be clearly aligned with each other, their axes should not be shifted relative to each other by more than half the diameter.
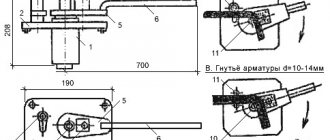
Such accuracy can be achieved if special jigs are used to join the ends, which fix the location of the reinforcement throughout the entire welding.
Conductor for welding fittings
Bath welding requires high currents - up to 450 A, when using electrodes with a diameter of 5-6 mm. Reduced air temperature increases this rate by another 10%.
Welding horizontal joints
When welding seams of vertically located rods, a stamped metal mold is used as a bathtub. It is welded to the lower rod of the reinforcement and used without additives.
Then the upper rod is connected to the lower rod using a conductor and fixed. After this, the deposited hot metal is directed into the mold. To release the slag, a hole is burned in the mold using an electrode, which is then welded again.
Welding vertical joints
Features of welding
In order for you to understand how hot tub welding is performed correctly, you need to know the intricacies of the process.
A special feature of such welding is the continuity of the process. In this case, bubbles formed after melting of the metal, consisting of inert gas, and slags collect on the surface of the metal. This significantly improves the quality of the butt joint.
It is possible to melt the edge parts of the parts being joined only when the melting temperature is reached. For metals it has a very high rate and is obtained using a plasma arc. Welding work should proceed as follows:
- First you need to excite the arc, which occurs when the working electrode comes into contact with the metal. The other electrode of the welding unit is pre-attached to the metal. When the working electrode comes into contact with the surface, it closes the circuit, creating a current of hundreds of amperes and thereby exciting the welding arc.
- Then the welding itself is done. A working electrode with an excited arc is slowly moved over the surface of the edges of the parts, melting them by heating to temperatures of thousands of degrees. The very end of the working electrode is also subject to melting.
- The resulting melt creates a “weld pool” in a confined space. As a result of chemical processes between the components of the melt (end parts and electrode), a new alloy is formed. Slag deposits on the surface and gas emissions are a favorable factor, since they protect the melt from contact with the atmosphere until it completely hardens.
- When the new alloy hardens, a strong connection between the parts is formed. An even crust of slag components should form on the surface of the “correct seam” of the joint.
- Sometimes welders, before the metal has completely hardened, tap the seam to relieve the stress that appears in the metal during welding.
- To obtain a high-quality weld, the electrode should not be stationary in one place during melting. To create a uniform melt, it must be moved, grabbing the unmelted parts of the edge and at the same time moving forward in the direction of the seam.
Features of welding technology
The main difference between this technology and all other types of welding is its continuity. Slag and bubbles with inert gas collect on the surface of the melt in the bath. This is the most important detail of the process, since thanks to this the quality of the butt joint increases dramatically.
Melting of metals occurs using a plasma arc, since the melting temperature must be extremely high.
Drawing of a weld pool.
Bath welding proceeds as follows:
- Ignition of an electric arc using electrodes that close an electrical circuit to generate current.
- An electrode with an ignited arc is drawn slowly and evenly over the edges of the workpiece so that the end of the electrode melts.
- The formed mixture of melts creates a weld pool, in which a new alloy is ultimately formed. The slag and gas bubbles protect the new melt from contact with oxygen and, consequently, the formation of an oxide film.
- The solidification of the new alloy gives rise to a new compound. If everything went correctly, a slag crust is visible on the surface of the seam, which should be smooth.
- The electrode, the end of which melts, must move evenly in the direction of the seam.
Equipment used
Welding reinforcement using the hot tub method does not require any special equipment. It can be carried out if:
- Welding machine used for
lowering the voltage of 220 volts and creating a direct current of great strength. Unlike a conventional transformer, it is called a welding inverter and has many additional functional modes. Small devices are now being produced that can be used at home. They are distinguished by high-frequency voltage of hundreds of kHz, which converts current into direct current. - Staples-overlays (baths), which are selected depending on the type of seam and the nature of the products being welded. For horizontal connections, for example, staples of types C14-Mn, C15-Pc, C16-Mo are used.
- To ensure protection of the melt in the weld pool, it is sometimes necessary to additionally create an environment of inert gas, since this is required by the characteristics of the materials being joined. To do this, use small cylinders with inert gas, which are commercially available.
- Consumable electrodes coated with steel, aluminum, copper and other alloys. For ordinary work, rods of the MP-3 and ANO brands with a diameter of 2-4 mm, which are always on sale, are suitable. For critical structures, SSSI rods are used.
- Protective mask (welder mask). It is more convenient for work to wear a mask that is attached to the head. You also need special clothing and gloves that protect from ultraviolet rays and splashes of molten metal.
Equipment used
We have looked at what it is - hot tub welding, but you still need to know what equipment should be used during this process. This is an important condition on which the quality and strength of the welded joint depends.
Typically, the following elements are used during bath welding:
- Welding machine. This element reduces the voltage to 220 volts and produces direct current with great strength. It is called a welding inverter; it has a full range of functions and modes. Currently, small-sized devices are being produced that can be used at home.
- Overlay brackets for welding reinforcement. These products should be selected in accordance with the type of connection and the nature of the elements being welded. For horizontal ones, it is recommended to use options such as C14-Mn, C15-Pc, C16-Mo.
- To protect the molten metal in the weld pool, in some situations it may be necessary to create an environment of inert gas; this is usually required by the quality of the materials being welded. For these purposes, it is recommended to use small cylinders with inert gas, which are commercially available.
- Consumable type electrodes. They can have different coatings made of aluminum, copper, steel and other alloys. For ordinary work, rods of the MP-3 or ANO brands are suitable; their diameter should be within 2-4 mm. These consumables can always be found on sale. But only SSSI rods are suitable for critical equipment.
- Welder protective mask. The most suitable option for welding work would be a product that is mounted on the head. Additionally, you need clothing and gloves made of protective material. Products must be protected from ultraviolet rays and splashes of molten metal.
Advantages and disadvantages
The widespread use of pool welding is explained by its advantages:
- the technology does not require special equipment;
- it is convenient because it can be made in any arrangement of joints;
- with the help of welding, a single strong frame of the structure is achieved without reducing its rigidity;
- is an economical type of welding;
- can be used for household needs.
The disadvantages of vat seam welding include the requirement to maintain process continuity in order to maintain the liquid state of the metal during operation. Therefore, replacing electrodes during the process is not recommended. If such a replacement is necessary, it must be done very quickly.
Failure to comply with the temperature conditions greatly affects the quality of the seam. If the melt is cooled too quickly, a lot of slag can form.
Also, you should not allow the metal to melt too quickly, so the arc on the electrode must be extinguished periodically.
Advantages and disadvantages of tub welding of reinforcement
The advantages include:
- rational consumption of raw materials;
- high quality connection;
- sophisticated technology that allows you to achieve high quality;
- a variety of inverter shapes, which allows you to make a choice exactly according to the dimensions of the fittings.
Negative aspects of technology:
- more demanding preparation that takes a lot of time, especially with regard to the precise alignment of the ends of the two reinforcing bars being connected;
- high consumption of steel baths;
- high price of copper molds.
So, this method of connecting reinforcing bars, if carried out correctly, results in a high quality final result. The seam is strong and reliable. The joint is flexible, like solid reinforcement, which allows it to withstand bending loads.
Areas of use
The use of pool welding extends to all areas of construction and
mechanical engineering.
Therefore, enterprises whose activities are related to these industries often engage in welding work. This technology is used to weld structural elements not only in construction, but also in agriculture, the automotive industry, and the gas and oil industries. Bath welding is also widely used in the construction of country houses and personal buildings, apartment renovation during redevelopment and other household work.
Having studied the intricacies of welding, you can try to do it yourself. And if you have experience in such work, you can share it in the comments to this article.
Welding of fittings using the hot tub method
Reinforcing bars are widely used for the construction of reinforced concrete structures. When building a frame, metal rods can be connected both longitudinally and perpendicularly. As a rule, the weld area is small, while the connection is subject to significant loads. The use of special baths not only simplifies the work of the welder, but also improves the quality of the connection.
This technology has a number of advantages, although it is not without its disadvantages.
Advantages
- Bath welding of reinforcement allows rational distribution of surfacing material with minimal losses.
- Optimal level of connection quality.
- Time-tested technology brought to perfection.
- Availability of a wide selection of baths for fittings of various sections.
Flaws
- Steel baths are consumables used once.
- The cost of copper baths is quite high.
- The need for more thorough and lengthy preparation of welded elements.
The principle of welding reinforcement using the bath method
This technology is most often used when connecting large cross-section rods. Pads for bathroom welding fittings
are installed in a vertical or horizontal position at the joint of the rods, between which there is a small gap that is filled during welding. The presence of this horseshoe-shaped element almost completely eliminates the possibility of displacement of the reinforcement. In addition, the sides of the baths do not allow the metal melted during welding to spread, which reliably envelops the surfaces to be joined. Bath welding of column reinforcement is carried out in a similar manner.
Consumables and tools
Welding of fittings using the hot tub method
a fairly simple technological process that does not require special tools and materials. The only requirement is a fairly accurate installation of the metal rods to be welded and fastening them to the joints of the baths.
The main consumable material is UONI 13/55 electrodes, intended for welding hardened metals. Another consumable material is horseshoe-shaped metal pads of suitable dimensions.
The energy source is a standard welding transformer capable of providing higher currents.
Among other tools, the welder will need a measuring template, a metal brush and a cutter.