The reinforcement consists of rods of different diameters, having a smooth and ribbed surface. Reinforcement is a popular structural element used in many fields.
This building material is used in the following industries:
- production of reinforced concrete structures of domestic and industrial profiles: foundations, load-bearing walls, floors and columns;
- construction of special hydraulic structures;
- construction of frames;
- production of metal mesh for various purposes;
- arrangement of pedestrian zones and road surfaces.
- creation of other important products.
The main advantages of fittings should be highlighted:
- simplicity and ease of use;
- high strength;
- high thermal conductivity coefficient;
- a wide selection of rods depending on diameter, section profile, principle of application, purpose, production method, etc.;
- durability of reinforcement structures.
ATTENTION! We immediately warn you that if what is said in this article contradicts what was said in the technical specifications you received for welding a critical structure, do as indicated in the project. This page contains information applicable to low-rise construction and the use of rebar in decorative products.
Welding features
The process of welding reinforcement has its own peculiarities: the welding seam during cross welding has a short length due to the small contact area; as a result of welding this material, a perpendicular connection occurs. This connection can form a kind of lever, the main load of which falls on the site of the weld.
These specific characteristics require a special approach. To do this, there are several ways to weld reinforcement. The correct choice of the necessary technology can reduce costs and guarantee high-quality results.
Flaws
- The method is inferior in quality to other methods of welding reinforcement;
- Often the products turn out to be quite large and occupy a large area during work;
- It is difficult to use additional aids.
Alternative methods
There is also an overlap connection of reinforcement without welding. Often knitting is used here, which is an even simpler and faster method. This simplification is often used in the private sector, where heavy loads are not placed on the metal structure. But you shouldn’t immediately focus on this particular method, since when choosing whether welding or knitting reinforcement is better, you need to take into account many nuances.
Overlapping reinforcement connection without welding
Equipment and materials:
- Wire brush;
- Cutting tool (grinder or gas cutter);
- Welding machine;
- Electrodes;
- Measuring instruments;
- Flux;
- Individual protection means.
Modes
Overlapping reinforcement joints without welding are connected more easily due to the fact that there is no need to select any modes. Here you need to decide on the current parameters and the size of the electrode that needs to be used. The diameter of the electrode is selected relatively simply, since for 5 mm reinforcement you need an electrode of about 3 mm, for 8-10 mm - a 4 mm electrode and for reinforcement larger than a centimeter you need to use a 5 mm consumable. The current parameters need to be treated more precisely:
| Reinforcement diameter, mm | Current strength, A |
| 5 | 200 |
| 6 | 250 |
| 8 | 300 |
| 10 | 350 |
| 15 | 400 |
| 20 | 450 |
Methods
There are several methods for welding reinforcement. Each method is used depending on the specific situation and to solve certain problems.
Arc welding
Electric arc welding is used by specialists in the following situations:
- work with large diameter fittings;
- fastening of reinforcement from steels of different grades.
The welder should use electrodes whose composition is similar to the composition of the products being welded, as well as a welding transformer, inverter or other source of welding current.
The main advantage is the ability to use conventional welding equipment. The main disadvantage is that connections created by this method are not able to withstand increased loads . The technology of welding reinforcement using manual arc welding is used when installing frames, metal structures and meshes.
overlap
The next method is overlap welding, which is performed using one or two flank seams. In fact, this method can be characterized as joining reinforcement by welding, carried out in the longitudinal plane.
It should be noted that the greater the overlap of the reinforcement during welding, the greater the strength of the structure. It must be taken into account that welding is carried out on two opposite sides of the connection.
Sometimes this creates inconvenience during the procedure. For example, one weld is located on the top side of two work rods, and the other is located on the bottom. Thus, it is difficult or impossible to reach the second connection and the seam is unreliable. Therefore, this method can only be used in cases where the finished product will not be subjected to significant loads.
It is necessary to choose the correct diameter of the electrodes. Reinforcement with a diameter of 5-8 mm. It is cooked with a rod with a diameter of 3 mm. For 8-10 mm. You will need a 4mm consumable. Rods with a diameter of more than 10 mm. – electrodes with a diameter of 5 mm.
Important! This technology is not used for welding steel whose diameter exceeds 20 mm.
Bathtub butt
The butt welding method is used for butt welding of reinforcement. For this method, the performer will need a special device. The bath ( bracket-plate for welding reinforcement) serves as a barrier to the flow of molten metal. The essence of the process is that the ends of the reinforcement rods to be welded are located inside the bath. Then they are melted one by one using electrodes. The electrode should lightly touch the rod, since welding is carried out at high current values.
For materials with a diameter of 5-6 mm. a current of 400-450 A is used. Low temperatures help increase the current by another 10-15%. The deposited metal fills the bath and the two rods are fastened into one monolithic connection.
It should be noted that this method is the most preferable due to the minimal costs of welding materials and metal, as well as due to the production of strong and reliable structures. Another advantage of this method is the ability to work with large diameter fittings - 20-100 mm.
There are three types of staples, the division is carried out depending on the raw material. Steel forms are one-piece, i.e. the bath becomes part of the welded structure. Copper and graphite pads are removed from the joint after the work is completed. They can be reused later. Graphite molds must be calcined before use, as they easily absorb moisture.
What brands of electrodes are used to work with different types of fittings will be indicated below.
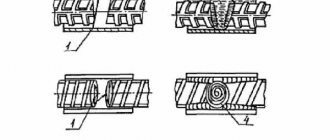
Welding methods
More often the rods are welded end-to-end, less often - overlapping. The quality of the seam in butt welding is higher; metal penetration is provided over the entire joint area. The overlapping fastening of the rods is unreliable and is not designed for bending or torsion. The work is carried out using a consumable electrode. Is it possible to weld reinforcement without surfacing? It is discussed in the “Contact spot” section. In the meantime, in detail about each of the methods of fastening reinforcing bars using the surfacing method.
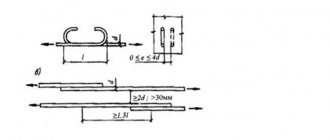
overlap
Welding of reinforcement for frames experiencing a small load on bending and torsion is done overlapping, the rods are overlapped by 15–30 cm. With this method, metal consumption increases. The angle of inclination of the electrode is up to 15° to the vertical, the seam is made on opposite sides of both rods or welded with an overlap using a side continuous seam. For work, consumable electrodes of different brands are used. Details in the last section of the article. The welding site is pre-cleaned with a wire brush. Some electrodes can be used against rust.
Welding of overlapping reinforcement is carried out for frames experiencing low bending and torsion loads
For a high-quality weld, it is important to select the correct current parameters. A small table of the weldability of reinforcement depending on the diameter of the rods (data averaged for rods of grades A500C and A400C):
Foundation connection
As mentioned earlier, reinforcement is most actively used in the construction industry, in particular in capital construction. Therefore, welding reinforcement for the foundation is a popular and in demand process. Foundations bear significant loads, so their strength must be at a high level. Overheating of the metal leads to a change in structure and weakening of strength characteristics. Consequently, welding should be carried out at specialized enterprises or at construction sites by highly qualified performers.
Thus, welding reinforcement for the foundation includes several stages:
- The quality control department checks the quality of materials, low-quality fittings are rejected;
- the rods are cleaned of rust and other contaminants, marked and cut;
- the workpieces are connected into a flat structure by tackling the elements;
- the compliance of the design with the technical plan is checked;
- in case of discrepancy, an adjustment is made, in other cases, the length of the welds and the welding sequence are determined;
- The final connection of the entire structure is also carried out in stages: after welding the next seam, you should let it cool and check the metal for microcracks.
In addition, welded reinforcement structures are used in low-rise construction. Consequently, welding of reinforcement for the foundation can be carried out at home. In such cases, the performer will need simple manual or automatic welding devices (for example, an inverter).
Welding reinforcement for the foundation - work technology
Currently, along with bonding, welding of foundation reinforcement is also used. This method of connecting frame elements is used in the construction of multi-story buildings, the foundations of which absorb significant forces. This necessitates the need to ensure increased strength of the joints. Welded fittings made from A400C corrugated wire are welded well, just like A500C rod. Spot welding of reinforcement ensures reliable fixation of rods with a diameter of up to 25 mm.
Welding reinforcement can significantly simplify the process of laying the foundation as a whole.
Overheating of rods during welding work can cause the following negative phenomena:
- change in metal structure;
- reduction in strength properties.
When work is performed by experienced welders and assembly is carried out under laboratory control in industrial enterprises, these factors can be avoided.
The algorithm for manufacturing reinforcing bars by welding in industrial enterprises is carried out as follows:
- Incoming quality control of purchased materials that will be used to assemble the frame is carried out.
- Rods whose characteristics do not meet the requirements of regulatory documentation are rejected.
- Reinforcing bars are cleaned of rust, straightened, treated with abrasive and cut into blanks of the required sizes.
- The elements of the future frame are connected in one plane by light tack welding until final fixation.
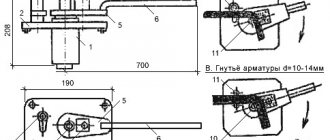
- The frame blanks are fixed with welding jigs at a distance corresponding to the requirements of the drawing.
- The structure is tacked by welding and the dimensions of the space frame are checked for compliance with the documentation requirements.
It is equally important to choose the correct current value with which you will weld the frame.
The design features of welding jigs allow you to assemble rods with a tolerance not exceeding 3 mm. The sequence of operations for manufacturing a frame by welding on a construction site is similar. Spot welding of reinforcement allows you to fix steel rods of a spatial structure located at different angles, as well as in a suspended state. The installation is equipped with conductive clamps, which expand its capabilities.
Electrodes
For welding reinforcing bars, electrodes of types E42, E42A, E46, E46A, E50A, E55, E60 are used.
The most popular and popular brands are:
- Electrodes with basic coating UONI-13/45 are used for welding critical structures made of carbon and low-alloy steels. Advantages : the seam is resistant to cracking and has high quality characteristics.
- TMU-21U are used for manual arc welding of critical structures. Advantages : the composition of the electrode coating guarantees good quality of welding and connection; low level of splashing; arc stability; easy separation of slag.
- UONI-13/55U are intended for welding of fittings using the hot tub method. This brand is indispensable for ensuring high-quality welding.
- If the contractor has an inverter-type welding machine, then to weld the reinforcement you will need electrodes of the ANO-21 and MR brands. Main advantages: availability of these welding materials, possibility of welding against rust, welding can be performed in all spatial positions (except MP-3).
- Practice shows that OZS-12 electrodes are one of the best options for working with fittings. Pros : welding of products with a small amount of rust is possible; rutile coating prevents the formation of pores and protects the seam from the ingress of slag and oxidation; high strength of connections.
Bath welding
Bath joining is used if the cross-section of the reinforcing bars is large enough and reaches up to 10 cm.
Using bath joints, flanges are attached to metal pipes, multi-row reinforcement hollow “pillars” of any structures are connected, and other reinforcement frames are also manufactured.
Advantages
Products made using the bath method are especially durable and reliable.
The advantages of this manufacturing technology:
- During the work, conventional welding equipment is used.
- There is no need to rotate the structure. Work can be carried out at different angles, which is very convenient.
- Gamma rays can be used to check the quality of welds.
Welding Features
The features of this method include the following:
- The joining of rods, as well as structural elements, must be performed as accurately as possible. The minimum deviation value should not exceed 0.05 diameter. To do this, the structures are assembled in jigs, which allow the product to be fixed and thereby avoid deviations in the connection of the fittings.
- Bath welding makes it possible to join rods both vertically and horizontally.
Thus, there are several methods for connecting reinforcing rods. Welding joining is the most reliable option. In turn, this process can also be carried out in various ways, which makes it possible to choose the most suitable one. It will ensure high-quality welding of the product.
Technology of joining and joining by manual arc welding
When welding reinforcing bars, it is important to choose the right equipment and consumables, carefully check and control their quality.
The features of the work listed earlier should be taken into account. When increased demands are placed on the finished product, each welded connection must be performed with high quality. Because even one unreliable seam can lead to uneven load distribution and damage to the entire metal structure.
In some cases, to increase the rigidity of the structure, it is necessary to weld additional ribs. They will affect the strength for the better.
Useful video
We invite you to watch the video, but we definitely ask you to take into account what was said above about welding critical structures and design documentation.
Security measures
Welding reinforcement, like other products and structures, requires compliance with safety rules. This is a guarantee of high-quality work and ensures the desired result. The preparation stage includes fitting, cleaning and turning the ends of metal products.
The performer must use protective equipment: mask, overalls and leggings.
The equipment must be in good working order and grounded. It is unacceptable to carry out welding in conditions of high relative humidity.
Special mention must be made of safety measures when carrying out welding work at height.
How to exercise at altitude
Welding work at height should be carried out in accordance with safety regulations. Several important points should be emphasized:
- welding of reinforcement at height must be carried out from scaffolding, scaffolding, hanging cradles or ladders that have platforms with fences and flooring made of fireproof materials;
- if it is impossible to install the above means, work can be carried out from previously installed structures with fences to which safety belts can be attached (they are used when working at a height of over 1.5 meters);
- When performing work in several tiers, the presence of fencing devices is necessary. Shields and flooring prevent metal splashes and sparks from reaching those working at lower levels;
- the welder must use special devices for carrying tools and electrodes, as well as for collecting cinders;
- welding equipment must be splash-, dust- and precipitation-proof; if it is not there, you should build a canopy from fireproof materials;
- if there is no protection, then welding work is not carried out during rain and snow;
Classes of fittings and electrodes
There is a wide variety of classes of reinforcing bars. The most common type is A500C . The letter “A” in the designation means that it is hot-rolled steel, the number 500 indicates the yield strength, “C” means weldable reinforcement. Advantages of this type of fittings:
- welding of A500C reinforcement can be carried out using the electric arc method;
- improved strength and ductility;
- absence of fragile places;
- quite low cost.
Electrodes for welding A500C reinforcement must be designed to work with low-carbon steels. In addition, for this material the following types of welding consumables should be used: E42A, E46A, E50A, E55. The choice of electrode depends on what welding method the performer will use.
Another popular class is A400 . This type of metal is also hot-rolled, the yield strength is 400 MPa.
It should be noted that welding of A400 fittings is not performed.
If there is a need to make welded joints, then A400C - one of the varieties of A400. The A400C fittings were created to reduce the cost of production, as well as to reduce the amount of waste. It is used mainly in low-rise construction, in the construction of road surfaces and in the manufacture of reinforced concrete structures.