Autoclaved and non-autoclaved aerated concrete
To consider the essence of aerated concrete, you need to start by answering the main question: autoclaved aerated concrete - what is it? It is even difficult to attribute it to the concrete family due to its essence. After all, concrete is a composite material in which the compressive strength is provided by the strength of the aggregates. Shape constancy and tensile strength are guaranteed by the characteristics of the binder and the adhesion between cement and aggregate.
Autoclaved aerated concrete (AAC) is an artificially synthesized mineral calcium bicarbonate. It is the most homogeneous mineral building material. This is ensured through additional processing in special installations. The whole process occurs due to the gas released, which forms a cellular structure.
Non-autoclaved aerated concrete (NGC) is essentially foam concrete with the addition of a small amount of a gas-forming agent, without the last production stage. This is why there are significant differences between the two types of cellular material. The most important thing is that non-autoclaved aerated concrete is not an artificial mineral and belongs to a variety of concretes. The remaining difference is reflected in the characteristics of the materials.
Which is better, autoclaved or non-autoclaved concrete?
The process of steaming in metal capsules, so-called autoclaves, under high pressure and temperature is called autoclaving. It should be noted that pressure, sometimes reaching 12 atmospheres, and a temperature of 190 degrees Celsius make it possible to create a unique material that cannot be obtained under normal conditions. The main task of autoclaving is not only to accelerate the hardening process of the solution, but also under extreme conditions, changes occur at the molecular level, which leads to the formation of a mineral such as tobermorite. That is why aerated concrete made using autoclaving is an artificially produced stone, and non-autoclaved concrete, in turn, is a solution of cement and sand hardened in a porous state. Do not forget that aerated concrete of the above types (autoclaved and non-autoclaved) have a number of differences. From composition to performance characteristics, autoclaved aerated concrete surpasses its rival in all respects. Let's look at this issue in more detail.
Advantages and disadvantages of materials
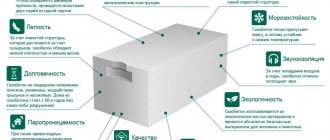
Aerated concrete blocks have earned popularity in low-rise construction due to their positive qualities:
- Not flammable. When in contact with open fire, it does not emit smoke or toxic substances. Walls made from such blocks do not burn or deform. You just need to update the finish of the aerated concrete frame of the house, and you can continue to use it without additional reinforcement.
- Light weight. Aerated blocks are one of the lightest wall materials. Its volumetric weight can range from 300 to 1200 kg/cm³.
- Energy saving. When using cellular blocks, in some regions, additional wall insulation is unnecessary. The porous structure filled with air is an excellent heat-insulating material.
- Machinability. Cellular blocks lend themselves well to any type of processing. But with non-autoclaved ones you need to be extremely careful, as they are highly sensitive to cracking.
- High degree of thermal conductivity. The lower the brand density, the more such materials are able to retain heat.
Shrinkage is one of the main problems of aerated concrete. It causes a change in geometric dimensions, and cracking of the plaster in the masonry. In some cases, the blocks themselves. Products cured naturally are more susceptible to shrinkage.
The need to reinforce masonry is a feature of construction made from aerated concrete blocks, which can be considered a disadvantage, as it requires additional money and labor costs.
Technologies used
There are three technologies for molding aerated concrete that will be sent to an autoclave:
- injection molding;
- vibration;
- percussion.
Here are the differences between them.
Molding
This technology was used by the first factories for the production of aerated concrete; the other two appeared later. It involves the formation of a monolithic block from a fluid mixture containing at least 50% water (maximum 60%). The composition of binders is mixed with sand sludge and water for 5 minutes, aluminum powder is added and the mixture is poured into enlarged formwork forms.
The filling height is calculated so that when swelling the mixture does not spill out, but simply fills the mold to the top. After the concrete has set, the resulting hump on top is carefully cut off with a string. To speed up the processes of setting and pre-hardening, the water for mixing concrete is heated to 40 degrees.
The disadvantage of this technology is that a sufficiently high water-solid ratio slows down the increase in the plastic strength of the monolith. The holding time increases and energy costs increase, since special heating chambers have to be used.
Vibrating
A distinctive feature of this technology is the vibration effect to which the concrete mixture is exposed not only in the mixer, but also in the mold - during swelling. Vibration weakens the bond between concrete particles and promotes thixotropic liquefaction, and this makes it possible to reduce the amount of water by a quarter without compromising the workability of the mixture.
As a result of vibration, the process of gas release is accelerated; instead of 15-20 minutes (as in casting technology), it lasts no more than 7 minutes. Over the next hour and a half (this is the maximum), the concrete gains structural strength when the monolith can be cut into blocks. The time for autoclave processing of vibrated concrete is also reduced.
Percussion
This technology involves another mechanical effect on the concrete mixture - shaking. It is impossible to do this manually, so the poured form is raised to a height of up to 5 cm with a crane beam and abruptly dropped. This is done during the period of active gas evolution, during which the mixture is alternately in three states: rest, fall and shock from impact. Then the form is raised again and dropped again.
A sharp dynamic effect disrupts the coagulation process (particle adhesion). The result is the same as with vibration: the mixture liquefies and obtains an optimal degree of viscosity, facilitating swelling and gas release. In this case, the substance between the pores is better compacted, which leads to an increase in the volume of cells in concrete.
This method has many advantages over casting:
- the water-solid ratio (W/S) decreases almost by half - from 0.62 to 0.34;
- with the same density and lower consumption of lime, cement and gas-forming agent, higher concrete strength is obtained;
- the percentage of humidity at the exit of products from the autoclave is reduced;
- both the number of forms and the number of posts for concrete maturation are reduced;
- there is no need to use gypsum.
Impact technology is used by only a third of all Russian manufacturers of autoclaved aerated concrete. These are mainly enterprises equipped with technological complexes from Wehrhahn and Masa-Henke - the rest use injection molding and vibration technology. For this reason, some manufacturers have a D500 block with a strength class of B3.5, while others have a B2.5.
After gaining plastic strength, the monolith is fed to a cutting complex, where it is turned into blocks of a given shape and size. Raw products are placed in trolleys and sent for high-temperature treatment in an autoclave, where in just 12 hours they gain 100 percent strength.
Characteristics
The quality of AGB is regulated by GOST 31360-2007 and GOST 31359 standards. Let's consider the main characteristics that are inherent in them for the M600:
- average density – 600 kg/m³;
- strength class – 3.5 MPa;
- dry thermal conductivity coefficient – 0.14 W/(m*°C);
- frost resistance grade – no less than F100;
- shrinkage upon drying – no more than 0.03 mm/m.
The strength characteristics of NGB for the same density are almost two times lower. Thermal conductivity and frost resistance remain at the same level. When shrinkage can reach up to 0.5 mm/m. Moreover, it can continue in aerated block masonry.
Technology for the production of tobermorite and non-autoclaved aerated concrete The main similarity that unites the production technologies of non-autoclave and tobermorite blocks is the principle of preparing the working mixture:
- In certain proportions, the initial components such as binder (M500D0 cement is used, less often M400D0), quartz sand (ground to cement fineness - 2000-3000 cm²/g), aluminum powder, lime (a foaming agent is also added to the NGB) are mixed until a homogeneous mass.
- Fill the molds approximately halfway with the prepared mixture. During the swelling process, future products gain the missing volume.
In the case of NGB, the forms look like ready-made blocks, but when AGB is poured into monolithic formwork. This difference is determined by further stages of production. Non-autoclave blocks are left for a day in natural conditions until they harden.
Monolithic forms are then sent to an autoclave, where transport strength is gained in a few hours, depending on the density.
In this case, the body itself does not achieve solidity. Its consistency resembles plasticine. It is pressed onto the cutting line, where the blocks are formed. Then they are sent back to the installation for up to 12 hours, where silicate synthesis occurs.
Expert opinion Vitaly Kudryashov builder, aspiring author
Ask a Question
Please note that in the case of AGB, quartz sand is consumed in the synthesis of gas silicates. When for blocks of natural aging it is a simple filler.
Final processing occurs at a pressure of 12 atm. and temperature regime 180°C.
DIY aerated concrete
The production process consists of several stages:
- selection and mixing of components;
- filling molds with solution;
- curing the composition to gain strength;
- extraction from forms.
- Cement – 50-70%;
- Water – 0.25-0.8%;
- Gas-forming agent – 0.04-0.09%;
- Lime – 1-5%;
- Sand – 20-40%.
These substances are also used in autoclave production. Based on the ratio given in the recipe, you can calculate the approximate number of components that will be included in the composition per 1 m3 of aerated concrete:
- Portland cement – 90 kg;
- Water – 300 l;
- Gas generator – 0.5 kg;
- Lime – 35 kg;
- Sand – 375 kg.
However, the ideal composition at home can only be achieved experimentally, since much depends on the quality of the original components. Both the temperature of the water and the brand of cement can affect the course of the chemical reaction.
Kawabanga! Mixing concrete mortar in a concrete mixer
Instructions for self-production of non-autoclaved aerated concrete
To obtain an aerated concrete block at home, you do not need complex equipment and tools. The main thing is to strictly follow the steps in the step-by-step guide below and use the components in a certain ratio, and not “by eye.”
1. Based on the indicated proportions, calculate the required amount of ingredients.
2. First of all, you need to mix Portland cement with pre-sifted sand.
3. Pour water into the resulting mixture and mix everything thoroughly.
6. You need to fill the mixture halfway, since it expands almost twice during the chemical reaction. This process takes about six hours, after which the blocks can be leveled by cutting off the protruding mass.
What mineral is formed in aerated concrete after autoclaving?
Having understood the production technologies, an open question remains: what mineral is formed in aerated concrete after autoclaving? During final processing, tobermarite is synthesized - the main material that ensures the strength and durability of aerated concrete. This chemical element is a hydrous calcium silicate. Under natural conditions, it is found in carbonate rocks or as a filler in the voids of basalt deposits.
The artificial analogue is found not only in AGB. It plays a key role in the hardening of the concrete body. Unlike the gas silicate compound, it has a different chemical structure. Formed when cement comes into contact with water.
What are the differences between autoclaved and non-autoclaved aerated concrete?
In addition to differences in production technology and characteristics, it is worth noting that such blocks are not similar in appearance. Thanks to the final processing, the products are geometrically smooth, without any deviations in size. Some forms allow you to make blocks with a ready-made facing side for finishing stone.
When blocks are naturally aged, due to unstable processing conditions, they may have deviations in linear dimensions. The ridges in partition blocks often suffer when removing formwork.
Another significant difference is that autoclaved aerated concrete blocks can be used without insulation (northern regions are not taken into account) and cladding. It is necessary to carry out such work with naturally aged products. Otherwise, under the influence of precipitation and other natural phenomena, they will begin to collapse, since they do not have such a strong and dense mineral structure as autoclaved ones.
Which block is better for building a house?
Aerated concrete blocks are one of the leaders in the wall materials market. In comparison, autoclave products have the best performance characteristics. They also do not have the need for facade finishing and insulation (not in all regions). On the other hand, the cost for them is much higher than for non-autoclave processing units.
It is also worth keeping in mind that NGB may have chips and uneven edges. This will affect the speed of laying and the thickness of the seam. For gas blocks it is recommended to use special glue. The cost for it is slightly higher than for masonry mortar. But due to the fact that the seams on this glue are twice as thin as those on ordinary cement mortar, it is more economical. But, if we take into account the fact that non-autoclave blocks may be uneven, then the thickness of the solution will increase, along with the cost of the adhesive composition.
In terms of heat capacity, both materials meet high regulatory standards. Non-autoclaved blocks are also prone to severe shrinkage, which can contribute to cracking of the finishing layer and the masonry itself. We can conclude that autoclave products are better for building a house. But with a competent approach and purchasing high-quality naturally aged blocks, you can build a reliable house from them.
Made in autoclave
Mixture composition
The composition of autoclaved aerated concrete includes:
cement; lime; quartz sand; aluminum powder (as a result of the reaction of its aqueous suspension with lime, hydrogen is released, due to which bubbles appear in aerated concrete).
A small amount of gypsum is also added to slow down the thickening of the mixture.
Return to contentReturn to content
Technology
The composition is mixed automatically. Next, it is poured into molds (approximately half). As the mass thickens, it rises to the edges, this takes about an hour or two. After this, the aerated concrete is cut into blocks using special equipment and sent to an autoclave oven for twelve hours. There, at an increased pressure of 12 atmospheres, it is treated with water vapor heated to a temperature of 190°C, acquiring the required strength.
Currently reading: Professional lock replacement
Return to contents
Features and benefits
Autoclave production of blocks gives them a number of special advantages. Among them:
high thermal insulation properties (several times better than conventional brick); good sound insulation; resistance to moisture, mold; correct shape, which allows for smooth masonry and finishing; ease of processing, quick installation; minimal shrinkage during construction. Return to contentReturn to content
Flaws
The disadvantages of autoclave blocks include their certain fragility (it is necessary to handle the material carefully during loading and unloading, transportation and direct installation). Also, to work with such walls, special fasteners are required, ordinary dowels, screws, self-tapping screws - there are no helpers here.
Conclusion. Aerated concrete, “hardened” in an autoclave, is a good and relatively inexpensive alternative to traditional building materials. It is produced in a factory, which provides for quality control of finished blocks. However, as experts note, their installation must be done correctly, in compliance with technology.
Return to contents