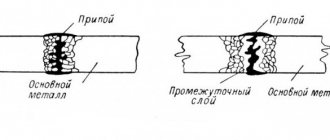
Why is aluminum difficult to solder?
Anyone who has tried to solder aluminum knows that ordinary solder does not stick to it at all. This is all due to a stable film of aluminum oxide, which has poor adhesion to solder. Moreover, this film covers aluminum and its alloys very quickly. Before you have time to clean it, the light metal has already oxidized. Therefore, all methods of aluminum soldering first deal with the film, and then take care of adhesion.
Aluminum oxide (Al2O3) in mineralogy is called corundum. Large transparent corundum crystals are gemstones. Due to impurities, corundum comes in different colors: red corundum (containing chromium impurities) is called ruby, and blue corundum is called sapphire. Now it is clear why the oxide film does not solder at all.
How to remove oxide film?
The aluminum oxide film is removed in two ways: mechanical and chemical. Both methods remove aluminum oxide in an airless environment, that is, without access to oxygen. Let's start with the most difficult, but most correct and reliable method of removal - chemical.
Precipitate copper or zinc
The chemical soldering method is based on the preliminary deposition of copper or zinc onto aluminum by electrolysis. To do this, apply a concentrated solution of copper sulfate to the desired location and connect the negative of the battery or laboratory power source in a free place. Then take a piece of copper (zinc) wire, connect a plus to it and immerse it in the solution.
Through the process of electrolysis, copper (zinc) is deposited onto the aluminum and adheres to it at a molecular level. Then aluminum is soldered on top of the copper. True, it is not clear how all this passes through the oxide barrier. I think that this instruction skips the step of scratching aluminum under a film of copper sulfate or other chemical exposure. Although the practice from the video below shows that you don’t have to scratch.
After deposition, copper or zinc can be processed without problems with standard fluxes. It seems to me that this method makes sense to be used on an industrial scale and for particularly critical work.
Use oil without water
The second most difficult method is to remove aluminum oxide. In this case, the oil should contain a minimum of water - transformer or synthetic oil will do. You can hold the oil at a temperature of 150 - 200 degrees for several minutes so that the water evaporates from it and it does not splash when heated.
Under the oil film, you also need to remove the oxide. You can rub it with sandpaper, scratch it with a scalpel, or use a serrated tip. When I needed to solder the engine cooling radiator, I used the chip method. We take a nail, saw it with a file to get steel shavings.
Next, apply oil to the soldering area and sprinkle chips. Using a soldering iron with a wide tip, we try to rub the soldering area so that there are shavings between the tip and the aluminum. In the case of a massive radiator, I additionally heated the tinning area.
Then we take a drop of solder onto the tip, immerse it in oil at the soldering site and rub it again. For better tinning, you can add rosin or other flux. The so-called surfacing under a layer of flux occurs. The video shows a good example of soldering aluminum with oil.
Solder with active flux
There are separately developed active fluxes for soldering aluminum. They usually contain acids (orthophosphoric acid, acetylsalicylic acid) and salts (sodium salt of boric acid). Strictly speaking, rosin also consists of organic acids, but in practice it gives a weak result on aluminum.
Due to their activity, acid fluxes must be washed off after soldering. After the first wash, you can additionally neutralize the acid with alkali (soda solution) and wash it a second time.
Active fluxes give good and quick results, but inhaling the vapors of this flux is strictly prohibited. Vapors irritate mucous membranes, damage them, or can enter the bloodstream through the respiratory tract.
Low temperature solders
Low-temperature soft solders melt and spread at temperatures from 150 to 260 ºС. They consist mainly of low-melting metals such as:
- tin,
- lead,
- zinc,
- cadmium,
- and also sometimes bismuth.
In addition, these solders may contain small amounts of high-melting metals such as aluminum, copper, nickel and silver.
The shear strength of low-temperature soft solders – very soft – is only 34 MPa. The melting points of this group of solders start at 110 ºС. Aluminum joints made with these overly soft solders have relatively low corrosion resistance and are therefore rarely used for applications exposed to atmosphere or corrosive environments.
Tin-lead solders
Low temperature tin-lead solders are susceptible to creep. Under sufficiently high loads, they can unexpectedly collapse. Typically, a connection made from 60Sn-40Pb solder at a tensile load of 9600 kPa “breaks” after a few hours. When the load is reduced to 690 kPa, such a soldered seam will last 165 days. Therefore, these solders are used mainly only for sealing, joining twisted wires, as well as for tasks such as, for example, holding metal edges in some grooves.
Lead-tin solders
Binary lead-tin solders, which are usually used for soldering copper, can in principle also be used for soldering aluminum. However, they present certain difficulties in application. The resulting connection is weak, and therefore they are rarely used for aluminum. Lead alone is almost insoluble in aluminum, and the addition of tin only slightly increases its wetting ability. Lead-tin solders designed specifically for aluminum typically contain small amounts of zinc, cadmium and other metals to improve wetting ability and flow.
Tin-zinc solders
The tin-zinc eutectic mixture 91Sn-9Zn melts at a temperature of only 199 °C, spreads well and wets aluminum. This solder is the most corrosion resistant of all low temperature soft solders. Its strength is comparable to that of medium temperature soft solders.
Fluxes for aluminum soldering
Let's look at all the common fluxes for soldering aluminum.
Rosin
Yes, you can solder aluminum. Yes, in an airless environment without an oxide film. Even in this situation, more time is usually spent than with active fluxes. Yes, it's not professional, but it solders.
Powder flux
often used in conjunction with a gas burner. At the same time, everyone writes that oxygen cannot be added to the flame. Because of this, the effectiveness of the flux is reduced due to the oxidation of aluminum. Powder fluxes often used are the following:
- Active flux F-34A . Made according to TU 48-4-229-87 and contains 50% potassium chloride, 32% lithium chloride, 8% zinc chloride, 10% sodium fluoride. This composition is successfully used with low-melting and high-melting solders containing many chemical additives. It dissolves well in water and is hygroscopic.
- Borax (sodium salt of boric acid) is a powder that melts at a temperature of 700 degrees and becomes viscous. It is cheap and dissolves in water. It washes off well with citric acid.
- Acetylsalicylic acid . I once tried soldering with an acetylsalicylic acid tablet - the fumes severely burned my eyes and nose. In general, a dangerous thing! It is better to solder with active liquid flux.
- Active solder fat - although not a powder, is a solid flux that consists of paraffin, petroleum jelly, deionized water, zinc chloride and ammonium chloride. Its structure is created by paraffin, so usually the soldering iron is lowered into a jar or solder fat is crumbled into the soldering area. It solders quite well, especially if the tinning area is heated. It is better not to inhale the vapors and wash them off after soldering, because they corrode and oxidize metals over time. However, like any active flux.
Liquid flux
Liquid fluxes are good because they can be applied in a thin layer. They evaporate more actively and often have scalding vapors. More suitable for soldering with a soldering iron.
- Flux F-64 contains tetraethylammonium, fluorides, deionized water, wetting additives and corrosion inhibitors .
It is capable of destroying a strong oxide film of considerable thickness, which means it is suitable for soldering large workpieces. Suitable for soldering aluminum, galvanized iron, copper, beryllium bronze, etc. - Flux F-61 contains triethanolamine, zinc fluoroborate, ammonium fluoroborate. It can be recommended for low-temperature soldering at 250 degrees or tinning of products made of aluminum alloys.
- Castolin Alutin 51 L contains 32% tin, lead and cadmium. This composition works best when using solders from the same manufacturer at temperatures of 160 degrees and above.
- There are also, but I won’t list them - they should all be equally good.
Fluxes, liquidus and solidus temperatures
Brazing of aluminum alloys is made possible by the development of fluxes that destroy the oxide film without damaging the underlying metal and solders, which are also aluminum alloys.
(See also Fluxes for melting aluminum)
Aluminum-based solders used for soldering aluminum alloys have liquidus temperatures much closer to the solidus temperature of the base metal than when soldering most other metals. For this reason, brazing requires tight temperature control. The soldering temperature should be approximately 40 °C below the solidus temperature of the base metal. In some cases, with precise temperature control and a short soldering cycle, this difference can even be 5 °C. Most aluminum alloys are brazed at temperatures from 560 to 615 °C.
Solder for soldering aluminum
often made mostly of aluminum or zinc. Manufacturers add various additives to the composition to improve the properties of solders: lower the melting point, improve strength, wettability, etc. Solders come to us from France, Germany and America. I’ll also tell you about domestic ones.
Solder HTS-2000
This is the most advertised solder. Soldering aluminum with it is very simple. Watch the promotional video about soldering HTS-2000 from New Technology Products (USA). They say it is even better and stronger than aluminum. But it is not exactly.
And here is the real experience of soldering with HTS-2000 solder. The solder doesn't stick well at first, but then it seems to work. A pressure test showed that the soldering area was etching. There is an opinion that HTS-2000 should only be soldered with flux. Draw your own conclusions.
Castolin solder
Castolin 192FBK solder consists of 2% aluminum and 97% zinc. 192FBK is practically the only solder for soldering aluminum to aluminum in the list of offers of the French company Castolin. There is also AluFlam190 solder, but it is intended for capillary soldering and does not have flux inside. The line also includes Castolin 1827 solder, designed for soldering aluminum with copper at a temperature of about 280 degrees.
Castolin 192fbk tubular solder contains flux in the core, so you can solder without the recommended Castolin Alutin 51 L liquid flux. The video below shows the soldering process. Good solder - you can buy it for 100 - 150 rubles. per rod weighing 10 grams.
Solder Chemet
Chemet Aluminum 13 solder is used for welding aluminum and its alloys with a melting point above 640 degrees. It consists of 87% aluminum and 13% silicon. The solder itself melts at a temperature of about 600 degrees. Cost - about 500 rubles. for 100 grams, in which there are as many as 25 rods.
Its older brother Chemet Aluminum 13-UF has flux inside the tube, but costs more - 700 rubles. for 100 grams and 12 rods.
I didn’t find any sane videos on soldering with this solder. Of course, this list of solders is not exhaustive. There are also Harris-52, Al-220, POTs-80, etc.
Domestic solders
- . Why not? When I was soldering an aluminum radiator, this was the only one I had on hand. And it has held up well for 5 years.
- Aluminum solder 34A - for soldering with a gas-flame torch, in a furnace in a vacuum or with immersion in a molten salt of aluminum and its alloys, except D16 and containing > 3% Mg. Melts at 525 degrees. Solders aluminum alloys AMts, AMg2, AM3M well. For 100 grams you will have to pay about 700 rubles.
- Grade A solder is manufactured in accordance with TU 48-21-71-89 and consists of 60% zinc, 36% tin and 2% copper. Melts at a temperature of 425 °C. 1 rod weighs about 145 grams and costs about 400 rubles.
- SUPER A+ is used with SUPER FA flux and is manufactured in Novosibirsk. Positioned as an analogue of HTS-2000. For 100 grams of solder they ask for about 800 rubles. There are no reviews yet.
Comparison of solders for aluminum soldering
In this video, the Master compared HTS-2000 solder with Castolin 192fbk and domestic aluminum solder “Aluminum Cucumber”. The cucumber is practically made of aluminum, so its strength is high, but it must be soldered in a stove. Reviews of HTS-200 solder are extremely negative, but Castolin 192fbk solders well and has good wettability when heated.
Another Master compared HTS 2000 with Fontargen F 400M flux and Castolin 192FBK solder.
The results are:
- HTS 2000 is a malleable solder, so you have to use steel tools to smooth the solder over the metal surface. The situation with flux is much better.
- Castolyn 192FBK - high fluidity and flowability. Small holes are soldered with it quickly. It is difficult for them to solder large holes - it may fall inside the radiator.
Aluminum alloys with additives
High-temperature solder containing 66% pure aluminum, 28% copper and 6% silicon is effective for soldering. It was made in Russia. A significant concentration of the base metal, identical to the material of the working parts, increases solubility and penetration of the melt.
The base of the weld, which includes copper and aluminum, is strengthened by the presence of silicon. The connection formed using aluminum solder does not corrode and has good mechanical properties.
The addition of silicon increases the melting point of solders. Thus, a composition of 87% aluminum and 13% silicon melts at temperatures of about 600 ℃. This type of imported product goes on sale ready for use. Solder with flux is more expensive. The increased price is compensated by the high quality of the seam.
An American composite of 9 components gives excellent soldering results. The rods melt at a temperature of 347 ℃, increasing in volume by 10%. The resulting seam is distinguished by its ductility, which is 3 times higher than that of joints made from other alloys.
High-temperature soldering is carried out when working with massive parts made of aluminum or products made of alloys that melt only under strong heat. Heating is provided by gas burners operating on pure hydrocarbons or their mixtures with oxygen. You can use a regular soldering iron.
Soldering iron for soldering aluminum
Soldering aluminum using a soldering iron must take into account the area of the parts being soldered. Aluminum, like copper, is a good conductor of heat, which means more heat should come from the soldering iron than the parts being soldered dissipate.
An approximate calculation is 1000 sq. cm aluminum can effectively dissipate about 50 W of thermal power. It turns out to solder two parts with a total area of 1000 square meters. cm, you need to take at least. Then soldering aluminum will be fast enough so as not to turn into torture.
You can also solder with a low-power soldering iron. For example, when I soldered the radiator of my Grasshopper with a 60 W soldering iron, a hot-air soldering station helped me, which acted as a heater.
It’s better to take one with a larger area. I've seen references to serrated stings. This is to make it easier to remove the oxide film under the oil layer. It’s convenient to use such a tip - you don’t need to cut the chips.
How to properly solder wires with a soldering iron: copper, aluminum
One of the most reliable methods of connecting wires is soldering. This is a process in which the space between two conductors is filled with molten solder. In this case, the melting temperature of the solder must be lower than the melting temperature of the metals being joined. At home, soldering is most often used with a soldering iron - a small device powered by electricity. For normal operation, the power of the soldering iron must be at least 80-100 W.
In addition to the soldering iron itself, you will need solders, rosin or fluxes; it is advisable to have a stand. While working, you may need a small file and small pliers.
Most often you have to solder copper wires, for example, on headphones, when repairing household appliances, etc.
Rosin and fluxes
To get a good connection between the wires, it is necessary to clean them of contaminants, including oxide film. While mono-cores can still be cleaned manually, multi-core conductors cannot be cleaned properly. They are usually treated with rosin or flux - active substances that dissolve contaminants, including oxide film.
Both rosin and fluxes work well, but fluxes are easier to use - you can dip a brush into the solution and quickly process the wires. You need to put a conductor in rosin, then heat it with a soldering iron so that the molten substance envelops the entire surface of the metal. The disadvantage of using fluxes is that if they remain on the wires (and they do), they gradually corrode the adjacent sheath. To prevent this from happening, all soldering areas must be treated - the remaining flux must be washed off with alcohol.
Solders and fluxes for soldering copper wires with a soldering iron
Rosin is considered a universal remedy, and fluxes can be selected depending on the metal you are going to solder. In the case of wires, this is copper or aluminum. For copper and aluminum wires, use LTI-120 flux or borax. A homemade flux made from rosin and denatured alcohol (1 to 5) works very well, and it’s also easy to make with your own hands. Add rosin to the alcohol (preferably dust or very small pieces of it) and shake until dissolved. Then this composition can be used to treat conductors and strands before soldering.
Solders for soldering copper wires with a soldering iron use POS 60, POS 50 or POS 40 - tin-lead. For aluminum, zinc-based compounds are more suitable. The most common are TsO-12 and P250A (made of tin and zinc), grade A (zinc and tin with the addition of copper), TsA-15 (zinc with aluminum).
Convenient to use solder with rosin
It is very convenient to use solders that contain rosin (POS 61). In this case, there is no need to pre-treat each conductor in rosin separately. But for high-quality soldering, you must have a powerful soldering iron - 80-100 W, which can quickly heat the soldering area to the required temperatures.
Auxiliary materials
In order to properly solder wires with a soldering iron, you also need:
- Stand. It may be completely made of metal or have metal holders for a soldering iron attached to a wooden/plastic stand. It is also convenient if you have a small metal box for rosin. It’s more convenient to solder with a soldering iron with a homemade or factory-made stand - not very important
- File. Before work, sharpen the tip of the soldering iron. It should be smooth and clean without traces of soot. Then it solders easily. This is how you need to sharpen the soldering iron tip
- Pliers. It is difficult to hold the wires with your fingers while soldering - copper and aluminum have high thermal conductivity, which leads to rapid heating of nearby areas. Therefore, it is more convenient to solder wires with a soldering iron if you hold them with pliers. The only thing is that the tool should be miniature, with thin handles and jaws. In principle, you can use tweezers, but it is advisable to put a heat-shrink tube on the top of it (where you hold it with your fingers) - steel also heats up quickly. Pliers - to hold the wires
Alcohol may be required to wash off the flux, and electrical tape or heat-shrinkable tubes of various diameters for insulation. These are all the materials and tools without which soldering wires with a soldering iron is impossible.
Aluminum soldering torches
When the power of the soldering iron and heating are not enough to solder, for example, thick aluminum sheets, then they come to the rescue.
I have already written a separate article about torches - Top 10 torches for soldering. The power and size of the burner nozzle also depends on the areas that need to be heated. The advantage of the heating pad is the contactless delivery of heat and high heating speed. Often the edges of the workpiece do not have time to heat up, and the joint is already soldered.
Observe safety precautions when working with burners!
Here's what you can do with a simple canister torch.
What is better - welding or soldering aluminum?
The debate over the answer to this question is not going to subside. It turns out it all depends on your purpose. More precisely, the purpose of your connected parts.
If you need to solder a car radiator, then soldering aluminum is better suited because it is cheaper. For critical work (load-bearing structures) and food containers (for example, a milk flask), welding is better suited because it is more reliable. This is how I would formulate the answer to this question.
It is clear that it is easier for a master with gas welding to weld a radiator, rather than solder it, and vice versa - it is easier for a master with a soldering iron to solder.
Now look at TIG welding for beginners. Very helpful and well filmed.