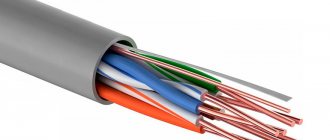
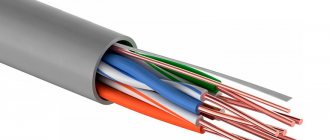
Hello! When the conversation turns to stranded conductors, the question arises: how to terminate and what tool to use?
I will tell you about the methods of termination, when it is most rational to use tips and which tool for crimping is of the highest quality. There will be a lot of useful information, including an overview of common tips. I’ll help you make your choice using specific examples.
What is core termination
This is the operation of processing and shaping a strand of wire or cable to create reliable electrical contact.
When the question arises about terminating the cores, the first question that arises is: what material are the cores of the cable or wire with which the electrical receiver will be connected made of?
Aluminum metal tends to oxidize upon contact with air, and this fact negatively affects the electrical contact at the points where the core is connected to the electrical installation apparatus. Also, aluminum conductors, after current flows through them, tend to decrease in size, which leads to weakening of the contact.
Oxidation and poor contact lead to heat and destruction
metal structures!
The copper used in the cable does not have these disadvantages, but the question of reliable contact, in the case of using copper conductors, remains open.
Termination of any copper conductors allows you to avoid direct contact of oxidizing agents on the stripped sections of the conductors, as well as to connect the conductive part of the stranded conductor into a single whole, which in turn adds reliability to the electrical connection. Well, the mechanical strength will depend directly on your desire to make the termination high-quality.
Termination methods
Guided by the PUE (electrical installation rules), you need to know:
Termination of wire cores must be carried out using crimping, welding, soldering or compression (screw, bolt, etc.) in accordance with current instructions approved in the prescribed manner.
The best way to terminate aluminum conductors with a cross-section from 2.5 to 10 mm2 inclusive is to bend the end of a single-wire conductor into a ring.
For the cores of an aluminum cable or wire with a cross-section from 16 to 240 mm2, termination by crimping using lugs should be used, or the cores should be soldered using lugs.
But for conductors with a cross section of over 240 mm2, termination using welding is required.
In any case, when terminating aluminum conductors with ferrules, it is necessary to fill the space of the tip into which the conductor is inserted with a lubricant of Vaseline mixed with quartz. This procedure is carried out to avoid oxidation of the aluminum core upon contact with air.
In cases with copper cable cores, the situation is different.
Stranded conductors up to 10 mm2, in addition to the possibility of bending the end into a ring, must be soldered, otherwise you will get poor contact, which can lead to a fire. Nowadays, it is recommended to use stripping of cores from insulation and pressing with a tip. This method of termination is the least expensive, and the prices for products of this type will not make you think twice.
Finishing tools
To securely crimp the tube under the cable, you will have to use a special tool. Depending on the cable cross-section, it is divided into two categories:
- press pliers - for tips up to 10 sq. mm;
- hydraulic press - from 16 sq. mm and above.
Wire terminations ensure uniform crimping of the tube on at least four sides. This method allows you to achieve the best contact. The hydraulic press comes with compression attachments. They should be selected depending on the cross-section of the crimped tip.
Important! After crimping the tip, it should be protected from moisture from the air. Several layers of insulating PVC tape are wound around the area into which the wire is inserted. It is even more convenient to use heat-shrinkable tubing. Its color is selected in accordance with the purpose of the wire. Phase A - yellow, B - green, C - red.
Termination tips
So we come to the main issue of termination - the choice of tips and let's start with copper cores. When choosing lugs, you need to clearly know the size of the cable core, then your connection will be reliable.
1) Insulated pin sleeve end - NSHVI . Used for connecting wires and cables with a core cross-section up to 10 mm2 to the terminal block. They are used to connect cores to terminal blocks. This type of lugs is well suited for switching electrical wiring in an apartment, house or small workshop where it is necessary to connect low-power (up to 15 kW) devices and electrical appliances.
NShVI (GLW) tips are manufactured using unique German technologies, differing from conventional NShVI by having a contact sleeve and a plastic cuff spliced in an injection molding machine to perfect condition.
And the NShV differs from NShVI in the absence of a plastic insulation layer. In essence, this is a thinned copper bushing that allows you to crimp the core into a monolithic pin.
2) NShVI-2 is used when it is necessary to connect 2 wires to one terminal. A very practical option for making, for example, a flexible wire busbar in a panel with several circuit breakers.
3) Ring insulated tip - NKI. Compatible with screw connections where only the contact part is required to be exposed. For example, KG 4x1.5 is a flexible cable with four cores with a cross-section of one and a half millimeters square, each must have a tip marked NKI 1.5-3. In the designation we see two numbers:
- Core cross-section.
- Screw hole size.
VNKI - vibration-resistant ring insulated tips with a nylon cuff. A feature of this type of tips is an additional copper bushing and transverse notches on the inner surface of the pipe part of the tips. All this allows you to increase the mechanical strength of the connection to the wire by 25–30%.
4) Insulated fork tip - NVI. they are also called “U” type terminals. The lugs are designed for installation with screws or bolts in circuits with loads up to 48A.
One of the modifications of insulated tips is the insulated hook tip - NIK. It is used for crimping with subsequent fastening based on screw fixation.
5) Electrolytically tinned copper tip - TML .
When you need to crimp a VVG 3×150 cable, you will need three lugs of the TML 150-16-19 type, which means a tinned copper tube lug. You can crimp it under a core with a cross-section of 150 mm2 using a “matrix press”. You will need to select the appropriate matrix for a 150 mm2 core. It is necessary to crimp the conductors with a serviceable tool and follow the instructions. Then you can be sure of reliable contact.
Some manufacturers produce TML , the distinctive feature of which is a narrow part with a hole, which allows them to be used in various connection options. This is convenient, for example, when connecting circuit breakers.
When it is necessary to use tips of the corresponding standards, according to project documentation, where size and weight are taken into account, I advise you to use TML (DIN). Because this type of tips includes marking of places and the number of crimps. On the tip itself indicate the number of the matrix for crimping.
6) TML(o). Also only with a window, it allows you to see how far the cable has entered the tip.
7) Copper tubular lug (without protective coating) - TM . Designed for crimping a copper cable for connection to an electrical bus. Reliable contact is achieved through bolted connections.
Non-insulated copper ring tip - PM. Designed for terminating by soldering or crimping wires with copper conductors.
9) Bolt tip - NB. Suitable for terminating round, sector, solid and stranded conductors.
10) Flat pin end - NShP is used for crimping wires with copper conductors with a cross-section of up to 95 mm2. They also use NSHPI - an insulated flat pin tip with a PVC cuff. A distinctive feature, as you understand, is the insulating cuff. But this type is made only for terminations with a cross-section of up to 6 mm2.
11) Aluminum tip - TA. Designed for terminating aluminum cables and wires.
12) Aluminum-copper tip - THERE. Designed for terminating aluminum cables and wires when connecting them to copper terminals of electrical devices.
GML - tinned copper sleeves are made from seamless copper pipe grades M1 or M2. These samples are coated with a special layer of tin-bismuth, which provides protection against corrosion.
You can select a tip for the screw size using the table.
Table of commonly used tinned copper end lugs
| Product name of the item | Screw size | Section (mm²) | Dimensions (mm) | |||||
| D | B | L | d | d₁ | ||||
| TML 2.5–4–2.6 | M4 | 2,5 | 2,5 | 4,3 | 8 | 28 | 5 | 2,6 |
| TML 4–5–3 | M5 | 4 | 4 | 5,3 | 10 | 32 | 5 | 3 |
| TML 6–6–4 | M6 | 6 | 6 | 6,4 | 12 | 32 | 6 | 4 |
| TML 10–5–5 | M5 | 10 | 10 | 5,3 | 11 | 40 | 8 | 5 |
| TML 16–8–6 | M8 | 16 | 16 | 8,4 | 16 | 40 | 9 | 6 |
| TML 25–10–8 | M10 | 35 | 25 | 10,5 | 20 | 50 | 11 | 8 |
| TML 35–12–9 | M12 | 35 | 35 | 13 | 22 | 60 | 12 | 9 |
| TML 35–8–10 | M8 | 50 | 35 | 8,4 | 20 | 63 | 13 | 10 |
| TML 50–8–11 | M8 | 70 | 50 | 8,4 | 20 | 63 | 14 | 11 |
| TML 70–10–13 | M10 | 95 | 70 | 10,5 | 24 | 65 | 16 | 13 |
| TML 95–10–15 | M10 | 120 | 95 | 10,5 | 28 | 75 | 19 | 15 |
| TML 120–16–17 | M16 | 150 | 120 | 17 | 34 | 81 | 22 | 17 |
| TML 150–16–20 | M16 | 185 | 150 | 17 | 38 | 90 | 26 | 20 |
| TML 185–20–21 | M20 | 240 | 185 | 21 | 40 | 95 | 27 | 21 |
| TML 240–20–24 | M20 | 300 | 240 | 21 | 48 | 105 | 32 | 24 |
The table shows that the size of the ring for the screw does not depend on the cross-section of the core. You select the diameter for the required screw yourself, after you have decided on the thickness of the supply cable core.
Tip crimping tool
As you can see, there are not many types of lugs, but the devices that allow you to press in the required size of core differ in the cross-section of the cable that can be crimped or pressed with them. There are basically two types of devices that will allow you to handle most crimping tasks.
The first is a press pliers for crimping cable lugs with a core cross-section from 0.5 to 6 mm2, some models from 1.5 to 10 mm2.
The second matrix hydraulic press is for crimping tips from 4 to 1000 mm2, which allows you to crimp not only the tips, but also connect the cores with tubular sleeves.
I will give examples of the first type of press pliers to make it easier for you to understand what tool you need for your operation with cable cores.
Technical characteristics of the crimper for crimping uninsulated copper lugs and sleeves with a cross-section from 0.25 to 10 mm2
- Types of tips and sleeves: TML, TMLs, TM, TML (DIN), GML
- Four-position matrix
- Crimping profile: tapered
- Reinforced three-joint linkage
- Case material: high-quality 3 mm steel
- Surface treatment: bluing
- Weight: 620 g
- Length: 260 mm
Technical characteristics of the crimper for crimping insulated and non-insulated pin sleeve lugs with a cross-section from 0.25 to 6 mm2
- Types of tips: NShVI, NShVI(GLW), NShV
- Six position matrix
- Crimping profile: trapezoidal
- Housing material: lightweight, high-strength aluminum alloy, used in the aviation and space industries
- Non-magnetic, intrinsically safe housing
- Surface treatment: electrolytic anodizing
- Weight: 290 g
- Length: 225 mm
Characteristics of the crimper for crimping insulated lugs, sleeves and connectors with red, blue and yellow cuffs and cross-section from 0.25 to 6 mm2
- Crimping of insulated lugs, sleeves and connectors with red, blue and yellow cuffs
- Types of tips: NKI, VNKI, NVI, NIK, NSHPI, NSHKI, VRPI-P, VRPI-M, GSI-P
- Three-position matrix
- Crimping profile: oval, double-circuit
- Reinforced steel structure, reliable mechanics
- Ratchet mechanism that blocks reverse movement until the full crimping cycle is completed
- Weight: 540 g
- Length: 220 mm
Considering the second type of press, we return to the issue of ending aluminum cores, which can also be crimped to create reliable mechanical and electrical contact in the circuit. The photo below shows a manual hydraulic press.
You can find the names of a press for crimping cable lugs on the Internet as press pliers (manual), hydraulic or mechanical press with replaceable dies.
Common types of tips
In electrical installation practice there are dozens of types of connectors. This diversity is due to the wide list of wires used. Each type of cable has its own tip. It must match the material and cross-section of the current-carrying conductor.
Important. To terminate aluminum wires, adapters made of the same material should be used. This rule also applies to copper conductors. Direct connection of copper with aluminum is unacceptable.
Copper tips TM
Manufactured from seamless tube. This is indicated by the letter - T. The tube is made of copper - M. The full marking looks like this: TM 35-10-9. Here:
- T - tube;
- M - copper;
- 35 - cross-section of the cable for which this tip is intended, sq. mm;
- 10 — diameter (grade) of the fastening screw, mm;
- 9 is the diameter of the shank, that is, the hole into which the cable core is inserted.
If dimensions allow, the tip model is indicated on its surface. If it is too small, then the nominal cross-section of the connected cable is stamped on the product body. For example, the number “4” next to the mounting hole means that a conductor with a cross-section of 4 square meters should be inserted into the tip. mm.
Copper with tinning TML
Copper is a good conductor of electric current. However, a greenish coating is often found on TM tips. This is a layer of copper oxide, which is no good for reliable current transmission. To combat this phenomenon, the tips are additionally coated with a protective anti-corrosion tin coating. The resulting product here means tinning. Otherwise, the TM and TML markings are similar.
Termination of wires and cables by soldering
You also need to remember that if you don’t have the necessary press or tips on hand for terminating a stranded copper cable, then the good old grandfather’s method of tinning cores will come to your aid. You will need a soldering iron, solder, rosin, and of course a 220 V connection point (in common parlance there is a socket, and you are unlikely to find a 380 V soldering iron).
So, armed with this tool, you need to strip the core, depending on the place to which the core will be connected (motor, cable twist or circuit breaker), to different lengths.
For example, when connecting a motor, you need to make a “ring” and accordingly strip the wires depending on the size of the terminal block (which in turn depends on the power of the connected electrical appliance by 20-30 mm. When connecting several wires and then twisting, it is better to strip them by 25-35 mm depending on the cross-section of the core. When connecting the machine, a straight section of 10-15 mm. To strip the cores of insulation, I advise you to use a tool like KSI (insulation stripping pliers) or as it is now also called a stripper.
When twisting cores, it is not necessary to use soldering, since today there are spring clamps of the PSI type (connecting insulated clamp) and they allow wiring to be carried out most quickly and no less efficiently than when using soldering. With PPE, you won't have to use tape or heat shrink tubing to insulate your twists.
For example, if you take a cable with aluminum cores and connect an electric heater, then after some time the cable insulation will melt and the core will turn into something similar to old porcelain that will crack at any moment. This will happen due to the fact that the connection does not provide reliable electrical contact and does not have mechanical strength. And when crimping, welding, or soldering the ends of wires or cables using the technology described above, issues related to termination will not arise and a fire can be avoided.
To summarize, I want to say that if you are going to make repairs and change electrical wiring, then use a copper cable with single-wire conductors. If you need to connect the engine of an overhead crane or excavator, use flexible cables and crimp them with appropriate lugs. Tools such as press pliers and insulation stripping pliers will help expose the conductors and prepare them for crimping.
When the core dimensions are more than 16mm2, use appropriate hydraulic press dies. If you do not trust the manufacturer of the cable or lugs, then be sure to make a cut with a file or needle file to make sure that it is really a copper cable or lug, and also do not forget that high-quality lugs are necessarily coated with a special layer of tin, which protects the core material from oxidation.
Such tips will serve you longer and, accordingly, you will be confident in reliable connection contact. High-quality tips are made in accordance with GOST, less reliable products for terminating are manufactured in accordance with specifications.
And in conclusion, by using an appropriate tool that has a manufacturer’s certificate, and not pliers and a knife, as unqualified “specialists” do, you increase the chance of doing your job efficiently, reliably and quickly.
Soldering tips
Some tips require fastening by soldering. As a rule, these models are produced in tinned version. If the tip is designed for a small cross-section of up to 10 sq. mm, then it can be soldered using a regular soldering iron. If the tube is large, then you should use a gas burner. In this case, the conductor itself is first cleaned and tinned with tin-lead solder. The method is only suitable for copper lugs and cables. In terms of quality, such a connection is inferior only to welding.
Reliable connection of the cable requires termination of its cores. For large cross-section wires, lugs should be used. Thin ones can be terminated without them. To do this, just make a neat ring using long-nose pliers or pliers.
The tip is selected taking into account the material and cross-section of the current-carrying conductor. For high-quality termination, it is advisable to use a special press or assembly pliers. If they are absent or the amount of work is small, it is permissible to resort to soldering the tip.
Source


![Turboloan [CPS] RU March](https://dush-pol.ru/wp-content/uploads/turbozajm-cps-ru-mart-330x140.jpg)